Что такое катет сварного шва и его расчет
Прочность сварных швов определяется не только правильно выбранным режимом сваривания двух металлических заготовок или правильно подобранными расходными материалами, но и точными размерами самого сварочного шва. И если при стыковом виде сварки за основу берется ширина валика, то при угловом катет сварного шва. Что это такое, и почему именно этот параметр влияет на прочностные характеристики соединительного участка.
- 1 Что такое катет сварочного шва
- 2 Расчет катета шва
- 3 Выводы
Что такое катет сварочного шва
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
Расчет катета шва
Так как в сечении сварной шов – это прямоугольный равнобедренный треугольник, то размер его катета рассчитать несложно. Для этого можно воспользоваться тригонометрической формулой: T = S cos 45º, где
- Т – это величина катета шва;
- S – это ширина валика или гипотенуза треугольника.
Чтобы узнать размер катета, необходимо в первую очередь замерить ширину сварного шва. Сделать это несложно. При этом cos 45° равно 0,7. Подставляя все значения в формулу, можно с большой точностью определить размер катета сварного шва.
К примеру, если ширина валика равна 3 мм, то его катет будет равен: 3х0,7=2,1 мм. А так как существуют определенные стандарты, которые гарантируют качество конечного результата в зависимости от ширины сварочного валика, то можно установить стандартные значения и самого катета. Так при сваривании двух заготовок толщиною 12-19 мм, оптимальное значение ширины шва находится в пределах около 6 мм, а значит, стандартный размер катета будет равен 4,2 мм или выбирается диапазон 4-5 мм.
То есть, сварив две заготовки данной толщины, можно измерить катет шва, выбрав катетомер определенного размера. Если он не совпадает, значит, сварка была проведена неправильно, и гарантировать ее высокое качество нельзя.
Выводы
Давая определение катету сварного шва, необходимо понимать, что данный показатель относится к категории качественных. От него во многом зависит прочность и надежность свариваемой конструкции, поэтому при создании схемы сварки на больших производствах обязательно данный параметр оговаривается. И если в неответственных конструкциях к нему отношение «прохладное», то для тех соединений, которые будут подвергаться большим нагрузкам, данному значению отводится важная роль.
В сложных сварочных технологиях катет выбирается индивидуально для каждого стыка. Но, в сущности, для него используют стандартные общие принципы выбора. А это, как уже было сказано выше, толщина соединяемых металлов, их химический состав, режим сварки, тип электрода или присадочной проволоки.
Источник: https://svarkalegko.com/tehonology/katet-svarnogo-shva.html
Как определить катет сварного шва?

При электродуговой сварке возникает необходимость оценить качество шовного соединения деталей неразрушающими методами. Для этой цели используют дефектомеры, основанные на различных физических принципах. Кроме того, проводится визуальная оценка качества и геометрических параметров, при которой используется понятие катета сварного шва.
В зависимости от ряда условий производится предварительный расчёт катета по соответствующим таблицам, что позволяет закладывать его характеристики в проектную документацию на разных этапах работ. Мы подробно расскажем об этом понятии и его влиянии на прочность соединения заготовок.
Типы сварочных швов
Соединение деталей может происходить разными способами и это целиком зависит от формы заготовок и решаемых задач. Сварщики могут соединять элементы в одной плоскости или же под углом друг к другу внутренним или внешним швом, параметры которого зависят от требований по прочности и толщины заготовок.
Также важно учитывать степень обработки кромок и возможное изменение геометрической формы деталей по причине перегрева, связанного с несоблюдением технологического режима. Иногда использование сплошного шва не является экономически оправданным и выбирается прерывистое соединение в шахматном или ином порядке.
Независимо от вида сварки, материала заготовок и количества проходов скорость сварки по нормам и таблицам редко превышает значение 50 м/час. Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
По способу соединения деталей различают следующие виды сварных швов, а именно:
- соединение внахлёст, которое производится при относительно небольшой толщине заготовок и делается с двух противоположных сторон;
- стыковое соединение, проводится с обработкой кромок стыка под углом в 45о при толщине металла более 4 мм;
- торцовый способ, применяемый для соединения двух наложенных друг на друга листов металла;
- угловой шов, как внешний, так и внутренний с обязательной обработкой кромок для наилучшего провара;
- соединение тавровое, при котором детали располагаются под прямым углом с двусторонним привариванием.
Выбор типа соединения зависит от технического задания и требуемой прочности соединения, поэтому необходимо учитывать наличие разнотолщинных заготовок, требующих особого внимания при обработке и стыковке кромок. Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
Параметры и геометрические характеристики шва
Размеры шва и глубина провара зависит от нескольких факторов, к которым относятся химический состав заготовок и материала электрода, состав присадок и флюса, а также сила тока и скорость сварки. Именно эти обстоятельства определяют свойства и геометрические размеры шовных соединений, определяющих жёсткость и прочность всей конструкции в целом.
Для стыкового соединения характерна выпуклая форма, которая выравнивается в процессе окончательной обработки абразивными материалами. Это производится в том случае, если высота валика не должна превышать определённых показателей по техническому заданию.
При нахлёстном, угловом или тавровом соединении форма шва в разрезе имеет вид прямоугольного треугольника с катетами и выпуклой или вогнутой гипотенузой, причём рекомендуемые размеры этой геометрической фигуры зависят от толщины свариваемых материалов.
Прочность стыка заготовок определяется следующими параметрами шовного соединения:
- корневая часть шва, которая наиболее близка к стыку деталей;
- тело шовного соединения характеризуется одним или несколькими проходами для достижения необходимых габаритов;
- показатель ширины шва, представляющий собой условную гипотенузу прямоугольного треугольника с выпуклой или вогнутой поверхностью;
- параметр катетов сварного шва, который наиболее полно характеризует жёсткие прочностные свойства соединения.
Чтобы понять, что такое катет сварного соединения, необходимо представить шов в разрезе. Он выглядит в сечении, как прямоугольный треугольник с двумя катетами по сторонам заготовок и гипотенузой между ними, которая и является шириной шва. Эти параметры и считаются основой визуального контроля качества при сварке. При соединении тонких (до 4 мм) листов внахлёст, катет выбирают равным толщине заготовок, а при большей толщине этот параметр равен 40−45% от толщины деталей.
Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.
Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом. Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала.
Подводим итог
Мы рассказали об относительно доступном и надёжном способе расчёта прочности сварочного соединения с помощью такого параметра, как катет сварного шва. При упрощённом, примерном подсчёте можно выполнять простые работы, но если требуются ответственные строительные конструкции, то необходим взвешенный инженерный подход, основанный на правильных замерах специальными шаблонами.
Источник: https://electrod.biz/varim/seams/katet-svarnogo-shva.html
Что такое расчет катета сварного шва
Критерии качества шва при [сварке металлических деталей] разнообразны — на прочность и долговечность соединения влияет сразу несколько параметров. Сваривание угловых конструкций (угловое соединение) требует правильного размера узла соприкосновения и наплыва металла — расчета катета сварного шва по формуле. Каковы требования и критерии, мы расскажем в этой статье.
Качество сварочного шва и определение катета
При сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий.
Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения.
особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Особенности стыкового и углового соединения заготовок
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
-
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
-
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
-
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
-
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
ВАЖНО ЗНАТЬ: Как паять латунь в домашних условиях?
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Зависимость качества сварки от параметров настройки аппарата
[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
- глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
- ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
- при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
- выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.
При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
ВАЖНО ЗНАТЬ: Технология ручной дуговой сварки труб
Ошибки при неверном вычислении катета сварного шва
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Расчет минимального катета при наименьшей толщине деталей для сварки
Пример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению [напряжений и деформаций] в металле, а это снизит прочность и долговечность конструкции.
ВАЖНО ЗНАТЬ: Инструкция по сварке алюминия аргоном для начинающих
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Источник: https://rezhemmetall.ru/chto-takoe-raschet-kateta-svarnogo-shva.html
Расчет длины катета сварного шва от толщины металла для различных видов сварочных швов
В производстве металлоконструкций и автомобилей с большим весом сварные соединения должны выдерживать высокие нагрузки. Спай будет качественным только в том случае, если перед началом работ точно рассчитаны все параметры. Один из важных показателей – катет шва (К).
Это одна из сторон самого большого условного треугольника с равными боками, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г). Ее можно измерить или рассчитать, базируясь на размеры свариваемых элементов.
Выбирая длину стороны треугольника, учитывается размеры заготовок, положение и вид спая. Подбор осуществляется для каждого элемента, но учитываются общие принципы. В домашнем хозяйстве можно использовать шаблон для измерения.
Чтобы соединение было достаточно прочным, обе одинаковые стороны треугольника должны иметь одинаковую длину (если элементы расположены под углом 90о).
Соединения могут быть:
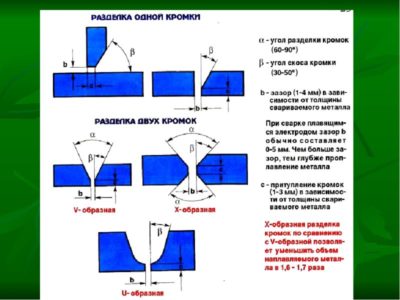
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30о, односторонние, двусторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двусторонние, без скоса кромок, с одним или двумя скосами).
Расчет длины катета сварного шва в зависимости от толщины металла возможен для трех видов швов: угловых, тавровых, внахлест.
Расчет длины катета шва, исходя из толщины металла, требуется на промышленном производстве, так как от этого показателя зависит прочность спая, расход сварочной проволоки, ее диаметра (чем длиннее сторона треугольника, тем толще проволока).
Важно! Если сторона треугольника слишком длинная, увеличивается объем жидкого металла (из-за большой площади нагрева) и расход присадки, готовое изделие может деформироваться.
Катет важен так же, если свариваются элементы различных размеров (расчеты производятся, базируясь на меньший показатель).
Читайте так же: Художественная сварка по металлу на фото и на практике
Формула расчета
Объем наплавленного материала равен квадрату катета. Например, если К увеличивается на 1 мм при длине спая 10 мм, расход проволоки увеличивается на 20%.
Для соединения внахлест материалов с толщиной до 4-х мм К=4. Если показатель больше, нужно взять 40% толщины и приплюсовать 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) — К равен толщине металла;
- вогнутые — К=0,85;
- выпуклые — К= s×cos45°, где s – ширина спая, cos45°=0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварного шва в зависимости от толщины металла формулы недостаточно — важен способ сварки и текучесть свариваемого металла.
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
При проведении сварочных работ в домашнем хозяйстве достаточно установить сторону треугольника, превышающую толщину на 1-1,5 мм, или определить показатель по таблице. Существуют правила, которые необходимо соблюдать всегда. К должен быть меньше, чем толщина самого тонкого элемента, умноженная на 1,2. Протяженность спая должна быть меньше, чем К*4.
Читайте так же: Санитарные правила при сварке наплавке и резке металлов
Расчет катета для шва 1м
На практике все расчеты достаточно условные, так как базируются на предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
Цель проектировочных расчетов – определить оптимальный размер спая для определенного показателя растяжения и осевого напряжения.
Оптимальная протяженность наплавленной присадки по нагрузке на растяжение определяется по формуле:
L= F/ρ*[ρ], где
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
L=F/0,7К*ρ
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
К= 0,7*L*ρ
К=0,7*ρ
Это значит, что К полностью зависит от величины допустимой нагрузки.
Допустимые нагрузки на сжатие, растяжение и срез для различных методов сварки определены в специальных таблицах.
При разработке проектной документации:
- выбирается метод сварки, вид сварки, марка электрода (проволоки);
- определяют нормативную допустимую нагрузку;
- рассчитывают длину спая на растяжение и осевое напряжение;
- создают чертеж соединения;
- уточняют технические характеристики и размеры свариваемых элементов.
При разработке проектной документации сварки определение точной величины катета шва от толщины металла и оптимальной длины спая проводится с целью повысить качество работ и минимизировать их себестоимость. Важно получить прочные и надежные соединения при минимальных затратах. Особенно важен этот показатель на больших промышленных предприятиях, изготавливающих металлоконструкции, которые должны выдерживать во время эксплуатации повышенные нагрузки.
Источник: http://solidiron.ru/obrabotka-metalla/svarka/raschet-kateta-svarnogo-shva-ot-tolshhiny-metalla.html
Катеты сварных швов: характеристика и свойства
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться.
То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения.
К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика».
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва.
Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно.
Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах.
Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
Гост катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей.
Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки.
К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: https://FB.ru/article/344738/katetyi-svarnyih-shvov-harakteristika-i-svoystva
Как рассчитать и измерить катет сварного шва
В промышленности и на производстве большинство металлоконструкций образуются в результате сварочных соединений. В строительной сфере, машиностроении и автомобилестроении эти соединения постоянно испытывают огромные нагрузки. Получить высокое качество сварного соединения можно только при грамотном расчете его параметров.
Технология сварочного процесса достаточно сложная, она наполнена рядом математических формул, отражающих способы расчета параметров. Сегодня задача мастера максимально упрощена, так как существуют специальные программы, представляющие собой готовые калькуляторы для вычислений.
Помимо этого, разработаны таблицы расчетных величин, соответствующих тому или иному типу соединения, материалу конструкции, его геометрии.
Одним из вычисляемых параметров является катет сварного шва. И если одни величины можно усреднить, другие взять в готовом виде из таблиц, то катет придется рассчитывать самостоятельно. Вот почему возникает много вопросов о сущности этого параметра. Точное определение мы дадим позднее, так как сначала необходимо затронуть ряд сопутствующих вопросов. Отметим только, что данный параметр напрямую определяет прочность сварного шва.
Не вдаваясь в подробности, мы склонны полагать, что рассчитывать геометрию шва не нужно, так как максимальные значения всех параметров сыграют на улучшение прочности. Такое утверждение является неверным, так как, к примеру, чрезмерно широкий шов может привести к перенапряжениям в металле или к его деформации, что существенно ухудшит технологические параметры соединения.
- Сварные соединения
- Геометрические параметры
- Расчет
- Способы контроля
Сварные соединения
На сегодняшний день разработано и освоено более 150 способов соединения деталей с помощью электросварки. Но на этом технология не останавливается, и постоянно внедряются различные инновационные методы.
Практически все внимание акцентировано на сварочном шве, как области стыка двух металлов, образованной при их кристаллизации. В зависимости от взаимной ориентации элементов конструкции друг относительно друга различают несколько видов сварных швов.
В самой тривиальной классификации их разделяют на угловые и стыковые.
- Угловые стыки образуются при тавровых соединениях, крестовых или непосредственно угловых. Подобные швы формируются после односторонней или двусторонней разделки кромок. Метод разделки зависит от габаритов конструкции. Такие стыки могут подразделяться на непрерывные и прерывистые, в зависимости от вида продольного сечения.
- Стыковое соединение подразумевает сварку двух изделий, прилегающих друг к другу торцами. Шов внахлест является частным случаем стыкового соединения. Кромки деталей могут иметь скос или оставаться прямыми. Чаще всего встречаются горизонтальные швы. При толщине деталей, не превышающей 8 мм, разделку кромок не производят.
Геометрические параметры
Для того, чтобы заводить речь о расчете параметров, необходимо четко знать их определения. К сожалению, сухие научные фразы не всегда дают то представление, которое желает видеть, к примеру, начинающий мастер. Ярким примером одного их таких терминов является катет сварного шва.
Согласно определению, катетом шва называют сторону (катет) наибольшего равнобедренного треугольника, который можно вписать в поперечное сечение.
Вышеприведенное определение настолько переполнено математическими терминами, что даже при желании трудно понять, что же это за величина. Обратимся к иллюстрации.
Во-первых, отметим, что говорить о катете можно только при наличии углового соединения. Во-вторых, в нашем понятии катет является стороной прямоугольного треугольника. Здесь фиолетовым цветом выделен прямоугольный треугольник, который равнобедренным должен являться теоретически, согласно требованиям к сварным швам.
На практике же этот треугольник не всегда имеет равные катеты, что, конечно же, указывает на дефект. Вот почему данный параметр необходимо рассчитывать и придерживаться полученного значения.
Под поперечным сечением подразумевается сечение детали плоскостью, перпендикулярной шву. Из рисунка также становится понятен смысл слова «наибольшего» в определении. Но что делать, если соединение проводится не под прямым углом. В этом случае тоже заводится речь о некоем катете, хотя в его расчет вносится погрешность, и она тем более, чем больше угол отличается от прямого. Теперь дадим более наглядное определение.
Катетом можно назвать расстояние от плоскости одной детали до крайней границы сварного шва на плоскости другой детали.
Один лишь катет шва рассчитывается крайне редко, поэтому приведем пример других важнейших параметров, которые учитываются при проведении сварочных работ.
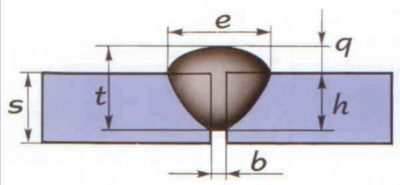
На рисунке отображены следующие величины:
- S – толщина детали;
- e – ширина сварного шва;
- q – выпуклость шва;
- h – глубина провара (отмеряется от плоскости детали);
- t – толщина сварного шва;
- b – зазор между кромками (его величина зависит от способа разделки кромок);
- k – катет;
- a – толщина шва (при угловом соединении);
- p – высота шва (при угловом соединении).
Расчет
В строгом смысле для определения величины катета шва необходимо учитывать целый ряд факторов. Наиболее значимым из них является толщина заготовки. Даже начинающему мастеру известно, что геометрия сварного шва напрямую зависит от необходимой глубины провара. Эта зависимость несколько усложняется, если приходится соединять две детали разной толщины.
К дополнительным факторам относятся такие, как положение электрода, тип соединения, физические свойства металла. Полный расчет сварного соединения подразумевает использование целого ряда сложных формул. На практике, если на металлоконструкцию не будут действовать сверхвысокие нагрузки, используют упрощенные принципы расчета.
К примеру, при соединении двух деталей одинаковой толщины катет считается равным кромке детали. Если толщина материала различна, то ориентируются на параметры более тонкой заготовки. Еще раз напомним, что ошибки в расчете приводят к нежелательным последствиям. Чрезмерно малый катет ославляет прочность сварного шва, в то время как большой катет может стать причиной внутренних напряжений в металле.
Приведенный метод расчета справедлив для средних показателей толщины материала. Увеличение толщины приводит к нарушению линейной зависимости между указанными параметрами. Достаточно толстые детали свариваются швом с катетом, размер которого составляет 40% от толщины. Как видно из примера, соблюдать такую сложную зависимость проблематично, тем не менее, размер катета – величина, определенная стандартом ГОСТ 5264-80.
В ряде случаев приближенное значение катета дает слишком большую погрешность, поэтому принято пользоваться упрощенной формулой. Они имеет следующий вид:
T=Scos45°, где Т – величина катета, а S – ширина шва. Поскольку мы иллюстрировали геометрические параметры, то в наших обозначениях эта формула будет иметь вид: K=ecos45°. Учитывая то, что косинус угла – есть величина постоянная, приходим к выводу, что и в данном случае катет линейно «привязан» к такому параметру, как ширина сварного шва (но не толщина кромки).
Способы контроля
Контроль сварочных швов – неотъемлемая часть технологического процесса. Прежде всего, соединение необходимо исследовать на устойчивость к разрушающим нагрузкам. Формы контроля могут быть разными. Они зависят от принципов, на которых основываются.
К передовым методам относится радиография, рентгенография, облучение гамма-лучами, ультразвуковой и вихретоковый контроль. Сюда же следует добавить магнитное зондирование, а также капиллярный способ исследования швов.
Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
В качестве подручного прибора для измерения катетов может служить готовый шаблон. Если быть точным, то практическое значение имеет не один шаблон, а целый набор.
В самой простой конструкции шаблон представляет собой набор пластин, скрепленных одним концом. На другом конце выполнены прорези, соответствующие форме поперечного среза шва. Мастер поочередно прикладывает шаблоны к заготовке и определяет максимально соответствующий из них. На каждом шаблоне нанесен размер соответствующего катета.
Существует еще несколько приборов, которые по своему принципу действия представляют шаблоны, только способ измерения катетов у них несколько отличается. Шаблон Красовского предназначен для определения зазоров между заготовками.
Универсальный шаблон сварщика (УНС-2) – набор пластин с вырезами. По форме выпуклой гипотенузе можно определить длину катетов. Шаблон Маршака-Ушерова позволяет измерить не только катет, но и определить корень шва.
Этот прибор считается самым универсальным из всех описанных выше.
Источник: https://svarkoy.ru/teoriya/katet-svarnogo-shva.html
Катет сварочного шва: как и чем померить
Геометрические параметры сварного шва наряду с правильно подобранными режимом и оказывают существенное влияние на прочность, а также на долговечность. В случае соединения двух деталей встык основной геометрической характеристикой служит ширина шовного валика. В случае угловой сварки его место занимает катет.
Катет сварного шва
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
- ширина;
- толщина;
- зазор между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.
При сварке под углом применяется модифицированный набор параметров:
- катет сварного шва;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.
Геометрические параметры сварочного шва
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Свойства
Получив представление о геометрических параметрах, можно разбираться со свойствами сварного соединения. Основные свойства — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью понимают постоянство геометрических параметров вдоль шовной линии, прежде всего:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там в ходе эксплуатации изделия под внешней нагрузкой будут концентрироваться механические напряжения. В этой точке наиболее вероятно разрушение конструкции.
Однородность – это отсутствие дефектов сварки, таких, как пористость или неоднородность шовного материала.
Однородный сварной шов
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, что гарантирует способность конструкции выдерживать большие нагрузки.
Выбор катета сварного шва
Определение длины катета шва при сварке выполняется под каждое конкретное изделие. Необходимо учитывать:
- толщину свариваемых заготовок;
- их материал;
- одностороннее соединение или двухстороннее(со скольких сторон будет проварен угол);
- характеристики электродов или проволоки.
Длина должна быть достаточной для обеспечения заданной прочности сварки. Завышать длину также недопустимо.
Завышение приводит к повышенному расходованию материалов, завышению трудоемкости, а также перетяжеляет конструкцию. Для облегчения выбора длины на основе практического опыта, а также научных исследований разработаны типовые шаблоны для каждого вида сварного соединения.
Как измерить
Для проверки качества выполненных работ необходимо промерить его основные параметры. Измерения проводят при помощи наборов специально калиброванных пластин — катетометров. Их поочередно прикладывают перпендикулярно линии шовного материала, пока не добьются полного прилегания.
Катетометр
Если катетометра нет под рукой, то измерения можно произвести с помощью штангенциркуля и угольника. Угольник прикладывают к одной из деталей так, чтобы его вершина упиралась в вершину сварочного валика. Щуп штангенциркуля опускают из-за угольника к другой вершине валика. Вылет щупа будет равен искомой длине.
Точность таких измерений будет несколько ниже, а времени на проверку сварного соединения, особенно длинного, уйдет значительно больше.
Зачем нужен расчет
Казалось бы, зачем вообще возиться с расчетом и измерением катета сварочного шва? Наплавить побольше металла — сварка будет стоять века. Такой подход имеет право на существование разве что при сварке каркаса забора вокруг дачного участка. При слишком большой высоте наплавки может получиться обратный эффект:
- При превышении толщины наплавки неоправданно расширяется зона нагрева и объем расплавленного металла. Возможно искривление деталей.
- Повышенный расход сварных материалов и превышение плановой трудоемкости сделают сварные работы экономически неэффективными, особенно при выпуске крупных серий изделий.
- При сварке деталей разной толщины длину выбирают по тонкой детали во избежание ее деформации.
Занижение длины, слишком узкий валик не обеспечит достаточной надежности сварки. Поэтому расчет крайне важен для создания долговечных и экономичных соединений.
Как сделать расчет
На практике используются приближенные правила расчета. По ним за значение параметра берут толщину более тонкой заготовки.
Точный расчет выполняется по формуле:
Т=S×cos(α),
- где Т — катет углового шва;
- S- ширина валика между деталями;
- α — величина угла между плоскостью детали и гипотенузой сечения валика.
В большинстве случаев угол принимают равным 45°, его косинус равен 0,7.
и формула упрощается:
Т= 0,7×S.
После проведения работ обязательно следует проверить размеры реального шовного материала на соответствие расчетным. Определение катета сварного шва проводят катетометром или штангенциркулем.
Источник: https://stankiexpert.ru/spravochnik/svarka/katet-svarochnogo-shva-kak-i-chem-pomerit.html
Катет сварки и сварочного шва: что это такое простыми словами, таблица и измерение
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Влияние режима сварки на форму шва.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.
Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.
Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для контроля выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Итог
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
Источник: https://tutsvarka.ru/vidy/katet-svarnogo-shva
Катет сварочного шва — как и чем померить
/ Справочник /
Сваривание металлических изделий – это наилучший способ получить прочное и надежное сварное соединение. Сварка отдельных элементов в цельные детали должна отвечать высоким требованиям качества, поскольку сложные металлоконструкции имеют огромный вес и должны выдерживать высокие эксплуатационные нагрузки. А это зависит от катета сварного шва.
Качество сварочного шва и определение катета
При сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий.
Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения.
особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Особенности стыкового и углового соединения заготовок
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
: Как залудить жало паяльника с покрытием правильно
Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва.
Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный).
Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования.
Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации.
Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
Источник: https://intehstroy-spb.ru/spravochnik/chto-takoe-katet-shva-pri-svarke-i-kakie-kriterii-ego-kontrolya.html
Как рассчитать катет сварного шва самому: инструкция, формула и система, оценка результата
Сварочный шов имеет много параметров такие, как высота усилия, ширина, длина или толщина. Разность этих параметров появляется из-за того, что швы бывают разные, например угловые или прямые, а эти два делаться ещё на много других под видов.
Но нас интересует как рассчитать катет сварочного соединения, во всем этом нам и помогут все перечисленные характеристики.
Вам кажется, для чего так глубоко залазить в геометрию, это же сварка, но все не так легко, расчёт катета позволит вам на много поднять уровень соединения, и достигнуть нужного результата.
Но на этом этапе много кто сталкивается с проблемой того, что даже не знает что такое катет шва и как его рассчитать. И тем более как его померить, и для чего вообще все это необходимо при работе со сваркой.
Наша статья хочет приоткрыть занавес на такие популярный вопрос, как же все таки провести расчет катета шва от толщины металла.
Даже для начинающих сварщиков будет достаточно прочитать нашу статью, что бы во всем хорошо разобраться, и применить свои знания на практике, с неплохим успехом.
Информация для общего сведения
Итак мы начнем с того, что все таки такое катет соединения, для чего он существует и зачем вообще нам его рассчитывать? Это на самом деле катет того треугольника, в который может влезть продольное сечение.
Влезть конечно не фактично. Но все же вопрос «Зачем это делать?» остаётся у всех, зачем в принципе рассчитывать это для угловых соединения или прямых, швов внахлест или торцовых.
Вы должны знать о том, что на рынке можно найти специальное механическое приспособление, такую себе линейку, но вы все советуем научиться делать такие расчёты самостоятельно, это значительно поднимет ваш профессионализм, и вы обретете новый навык.
Такие расчёты ещё могут показать вам уровень качества сделанного вами соединения, ведь качество это первое в списке приоритетов у мастера, что приступит к такой не простой работе.
Вам не удастся сделать катет шва если вы работаете с большой конструкцией, это не решит вопросов того, что шов может оказаться не надежным. Иногда визуально он может казаться достаточно стойким и качественным, но на самом деле потом подвести вас.
Новичкам может показаться что такую проблему решить не сложно, наплавил побольше и готово, но это далеко не так и большая ошибка.
Пока вы наплавляете горы металла, то поверхность детали все сильнее оказывается под действием температуры, что приведет к неизбежным дефектам как окисление, искривление и коррозии в будущем, и конечно все это сделает качество соединения значительно ниже.
Такое расчёт будет полезен если вам нужно подсчитать смету, то есть на предприятии, или даже на большим домашнем строительстве.
Померять катет вы сможете практически безошибочно подсчитать нужное количество расходных материалов, сил, уже не придется экстренно докупать что-то, когда вы поймете, что шов оказался слишком тонким или узким.
Ещё расчёт будет хорошим вариантом если вам предстоит работа с металлами разной толщины. Если вам приходиться сваривать металлы из рода толстых и тонких просто подсчитайте и не возникнет проблем. Для таких расчётов учитывают параметры тонкого металла.
Если вы прислушаетесь к нашему совету и подсчитает, то ваш шов никогда не получиться слишком узким.
А это дорогого стоит в тех случаях когда предстоит ответственная работа с проблематичной металлической конструкцией, которую после будут дотошно проверять.
Особенно полезен будет такой расчёт при работе со швами на углах, ведь именно там чаще всего возникают трещины, коррозии, деформации.
Обман часто в том, что визуально сваренный элемент выглядит прочно, но когда её приводят в использования о не просчитанные фрагменты могут серьёзно подвести. Рассчитывать катет действительно стоит. А про то как это сделать правильно читайте ниже.
Система расчёта катета сварочного шва
В интернете вам удастся найти очень много разнообразных формул по которым советуют рассчитывать катет соединения.
Формулы разнообразные поскольку работают по различным видам швов, как тавровые, соединения внахлест, прямые, швы на углу. И это далеко не все типы, а каждый имеет ещё большее развёрнутую классификацию.
То есть каждый отдельный шов нужно расчитывать по специальной формуле в общей массе это близка дюжины формул, если мы возьмём в расчёт все нюансы.
Но, как вы понимаете, это слишком большой объём информации и вместит его в регламент одной статьи невозможно.
Но мы расскажем про то как посчитать самый известный и часто используемый тип соединения-мы будем считать по ширине шва. Ниже вы можете видеть нужную нам формулу:
Такая вот простая формула. Она позволяет легко подсчитать размер катета углового шва. А далее все ещё проще катет углового соединения это и есть значение катета треугольника который сможет вписаться.
Ещё мы вам расскажем как произвести расчёт катета шва от толщины. Но тут не нужно даже элементарных формул, будет достаточно взят толщину по наименьшему участку и это число и будет вашим показателем.
Примеры выходят элементарные если мы имеем металл, толщина которого 4 миллиметра и мы должны его сварить, то нужно посчитать катет по толщине.
Тогда оцениваем правда ли толщина 4 миллиметра по всей площади поверхности и делаем вывод, что толщина 4 миллиметра.
Рассчитывать катет сварочного соединения от толщины удобно когда вы собираетесь варить с помощью нахлёстанного шва или диалектные, тонкие участки. А если ваша деталь внушительно толстая то найдите 40 процентов от показателя.
Ниже мы нашли для вас схему наименьших катетов сварочных соединения для тавровых соединений.
Оно послужит вам если нет времени долго рассчитывать, или в таблице просто уже имеются точные данные под ваши параметры. Добавьте её и попробуйте использовать в работе.
Характеристики хорошо исполненного шва
Выше вы уже прочитали как посчитать катет сварочного соединения. Это будет большим плюсом, но все же для качественного соединения только этого мало. У сварочного шва есть свои параметры не считаться с которыми вам не удастся.
На первом месте должна быть однородность шва по всей его длиннее, не должно быть наплывов и не проваров, или каких-то «змеек» все должно быть красиво и аккуратно. Внимательно следите за тем, что вы делаете и как, старайтесь все сделать аккуратно.
Вам что-то моет показаться пустяком, а позже конструкция просто может рухнуть, и хорошо если не кому-то на голову. Ширина шва должна быть одной по всей длине.
Если соединение где-то шире где-то уже, то возникнут точки опоры, и эту точку не смогут вынести веса конструкции, она начнет пускать трещины и позже может рухнуть.
Ещё важно наблюдать чтобы ваше соединение было на достаточной глубине. Важно равномерно заваривать на глубину или могут пойти внутренние трещины.
На заводах производиться профессиональный расчёт всех этих характеристик. Сварщики до миллиметров рассчитывают глубину ширину, длину. И зачастую используют все перечисленные нами техники работы с расчётами.
Конечно любитель или совсем новичок может не усложнять и так непростое для себя задание сварки подобными расчётами, но понимать азы очень важно, вы должны знать как все это должно выглядеть в идеале.
Чем сильнее похожи между собой заготовленные делали для сваривания тем лучше.
Естественно есть и такие способы сварки которые работают по сваривании неподобных металлов, химический состав которых совсем разный, но все равно соединение таких металлов не будет очень прочным что бы вы с ним не делали.
Для хорошего результата вам нужно что бы была правильная сила тока, качественное профессиональное оборудование, если вы не новичок в этом деле, ещё важно приобрести качественные расходные материалы, в первую очередь электрод, потому что именно они формируют шов.
Только если вы можете обеспечить такие условия работы подсчет катета соединения будет полезен для вас.
Вы можете просчитать все до миллиметров, но при этом работать на старом, не исправном оборудовании или с не качественными электродами с которых так и сытиться шлак, то результат никогда не будет крепким.