Экструзионный способ производства

Экструзионное производство — комплекс оборудования, с использованием которого осуществляется переработка полимерных материалов путём непрерывного продавливания их в расплавленном состоянии через формющую головку. Форма головки имеет особый профиль, благодаря которому получаются различные готовые изделия или заготовки к ним.
Более 50% выпускаемых в промышленности термопластов перерабатываются именно методом горячей экструзии. Ассортимент товаров, производимых этим методом очень широк: плёнки, ПВХ-листы, трубы, шланги, сайдинг, профили различной конфигурации. Экструзионный способ производства позволяет создавать сложные многослойные изделия, как штучного типа, так и погонажного. Чаще всего переработка вторсырья из полимеров также выполняется с использованием экструзионного оборудования.
Оборудование для экструзионного производства
Основным элементом комплекса экструзионного оборудования является экструдер (червячный пресс) с формующей головкой. В экструдере полимерное сырье расплавляется под воздействием высокой температуры, превращается в жидкий пластик, а затем подаётся на формующую головку. Наибольшей популярностью в современной промышленности пользуются одно- и двухчервячные механизмы, которые называются прессами. Реже используются дисковые или поршневые прессы.
В качестве сырья используются гранулированные полимеры с различными добавками и присадками, которые придают конечным изделиям требуемые свойства. После прохождения через экструзионную головку изделие остывает у охлаждаемых стенок калибратора, а затем поступает на линию для дальнейшего отвердевания.
Экструзионные линии
Экструзионные линии предназначены для выпуска погонажных изделий. Принцип работы оборудования точно такой, как у обычных экструдеров для штучных изделий, однако конструкция имеет некоторые отличия. Комплекс оборудования включает в себя экструдер с устройством для загрузки полимерного сырья, формующую головку и устройства для охлаждения погонажных материалов.
Особенностью линий данного типа является наличие механизмов для отвода готовых изделий и наличие приёмных резервуаров для засыпки гранулированного сырья. По желанию заказчика экструзионные линии могут оснащаться специальными блоками для дополнительных операций, таких как: сварка пакетов, нарезка, нанесение рисунков и логотипов.
С помощью экструзионного метода производства выпускают следующие виды продукции:
— гладких полиэтиленовых труб, шлангов, а также гофротруб, оболочковых труб (кожухов), труб нестандартного сечения;- плёнки различных видов (рукавные, одно-, двух-, многослойные, термоусадочные, стрейч-плёнка и пр);- профили различной конфигурации и размера;
— кабеля разного сечения.
Также существуют специальные линии для гранулирования полимерных материалов и переработки вторичного сырья. Современные эктрузионные линии и экструдеры для штучного изготовления пластмассовых предметов — это сложные механизмы, оснащённые техническими решениями, позволяющими максимально эффективно наладить выпуск продукции с минимальным количеством брака.
Источник: http://east-plast.ru/stati/ekstruzionnyy-sposob-proizvodstva
Экструзионные линии. Делайте верно свой выбор

Экструзионные линии предназначены для выпуска широкого спектра пластиковых изделий. Речь о трубах, профилях, различное пленке, лентах, листах и другой продукции, которая затем используется в различных отраслях промышленности (машиностроение, строительство, сельское хозяйство, пищевое производство и так далее).
Преимущество экструзионной линии в невысокой стоимости, что позволит быстро открыть небольшой бизнес или направление, в отработанной технологии, поэтому неудивительно, что в странах бывшего СНГ открывается все больше подобных производств.
Особенность экструзионной линии в возможности безостановочной работы при наличии должного сбыта на продукции, а общая продолжительность рабочего времени в месяц составляет 25-28 суток с учетом перерыва на техническое обслуживание. Минимальные простои в производстве повышают общую рентабельность продукции, которая составляет до 30-40%, снижая срок возврата инвестиций.
Этот показатель может быть и выше при условии использования сложных линий или их работе вместе с иными видами технологического оборудования, подразумевающими прохождение нескольких технологических циклов.
Еще одно преимущество экструзионной линии в простоте обучения персонала. В большинстве городов с населением более миллиона человек уже есть готовые специалисты. В противном случае на обучение специалиста потребуется 2-3 недели, по истечении которых он сможет спокойно обслуживать большинство экструзионных линий и контролировать качество готовой продукции (обучение проводится обычно на месте).
Типы экструзионных линий
В зависимости от типа производимой продукции оборудование можно выделить следующие типы:
· линии по гранулированию исходного сырья;
· линии для полиэтиленовых и других пленок;
· линии для всевозможных полимерных композиций;
· линии для пластикового листа;
· линии для полиэтиленоых, полипропиленовых и иных труб;
· линии для фасонных изделий.
.
Экструзионная линия для производства ПВХ (PVC) профиля.
Четырех ручьевая экструзионная линия для производства ПВХ (PVC) профиля.
Для работы на экструзионных линиях необходим обслуживающий персонал с опытом работы. Как правило, в городах миллиониках, такие специалисты уже есть. Если специалистов с опытом эксплуатации экструзионного оборудования не удается подобрать. Специалистов можно обучить на своем оборудовании. Достаточно 2-3 недель, что бы человек смог уверенно обслуживать экструзионную линию китайского, тайваньского или турецкого производства.
В зависимости от вида выпускаемой продукции экструзионные линии можно разделить на следующие группы:
- экструзионные линии для ПВХ профилей;
- экструзионные линии для производства пластиковых труб;
- экструзионные линии для производства листа;
- экструзионные линии для производства полимерных композиций;
- экструзионные линии для производства пленок;
- линии для гранулирования.
Линия для производства пленки методом раздува снизу вверх.
Экструзионная линия для производства пленки методом раздува снизу вверх.
Производители экструзионных линий
На отечественном рынке представлены экструзионные линии различных производителей, которые можно разделить на европейские и азиатские (присутствует и несколько российских производителей, но по ряду факторов они уступают конкурентам).
Традиционно более качественными считаются по праву европейские модели, которые имеют хорошую производительность. Их недостаток в достаточно высокой стоимости, что сразу сказывается на себестоимости конечной продукции.
На противоположном полюсе продукция китайских производителей, которые за несколько последних лет сделали большой шаг вперед в плане надежности всего оборудования.
В итоге китайские экструзионные линии сегодня становятся оптимальным решением для закупки, благодаря следующим преимуществам:
· конкурентоспособная цена;
· высокая ремонтопригодность;
· отсутствие больших требований к квалификации персонала;
· малый срок окупаемости;
· высокое стабильное качество готовой продукции.
Сегодня китайские производители освоили выпуск всего спектра оборудования для выпуска изделий из полимеров, поэтому можно заказать оборудование практически в любой комплектации. Последнее сильно влияет на цену, поэтому многие сталкиваются с ситуацией, когда цена аналогичных линий отличается на десятки процентов.
Здесь нужно придерживаться принципа разумной достаточности, ведь выбор исключительно на основе стоимости повышает риск установки на экструзионную линию некачественных комплектующих, что снижает общую надежность оборудования.
Особенно это касается шнековой пары, замена которой или восстановление обходится в большую сумму, не говоря о временных потерях на монтаж, демонтаж и изготовление.
Основные элементы типовой линии:
· узел загрузки готового сырья;
· экструдер;
· узел фильтрации готового расплава;
· экструзионная голова;
· зона воздушного или водяного охлаждения готовой продукции;
· тянущее устройство;
· узел для приемки продукции.
Источник: http://www.all-upack.ru/ekstruders_lines
Что такое экструдер и экструзия

Экструзия исключает из производственного цикла трудоемкую механическую обработку. Это быстрый и недорогой способ получения пленок, труб, профиля и других изделий, выпускаемых погонажом из полимерного сырья. В статье расскажем, что такое экструдер, как происходит процесс экструзии полиэтилена, разберем тонкости экструзионной технологии.
Что такое экструзия полимеров?
Процесс экструзии происходит при нагреве полимеров максимум до 250 0С. Производство идет на скорости до 120 метров/минуту. Около 30 % всего объема полимеров перерабатывается по экструзионной технологии с помощью экструдеров. Попробуем разобраться в тонкостях этого процесса.
Экструзия полимеров — это технология получения формовочных изделий из термопластов и их композиций на шнековых прессах. Осуществляется путем продавливания (под давлением) однородного расплава через щель формовочной головки экструдера.
Щель имеет определенную форму, которая определяет геометрию изделия — сайдинг, пленка, оконный ПВХ профиль. В качестве сырья используются гранулы полиэтилена ПВД и ПНД, полипропилена, ПВХ, полистирола и других полимеров.
Экструзия включает в себя следующие этапы:
- получение однородного расплава в экструдере;
- формование;
- охлаждение продукции;
- натяжение и намотка (пленки), нарезка (профиль, труба).
Устройство и принцип работы экструдера, что это такое
Уже по тому, что слова «экструдер» и «экструзия» являются однокоренными, становится понятным, что экструдер — это основной рабочий орган экструзионной линии.
По длине экструдер для полимеров условно делится на три зоны: загрузки, сжатия расплава и дозирования.
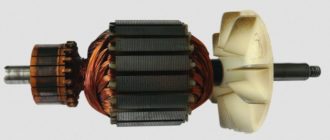
Схема экструдера для полиэтилена
- Зона загрузки. Гранулы (порошок, вторичное сырье) подаются в бункер самотеком или под напором сжатого компрессором воздуха. Шнек, который приводится в движение работой привода, вращается, и уплотняя полимер до состояния пробки, продвигает его к горячим секциям экструдера.
- Зона плавления. Здесь шаг между витками начинает уменьшаться. Как следствие один и тот же объем полимера пытается поместиться в уменьшившемся пространстве. Пробка прижимается к обогреваемым стенкам трубы экструдера, плавится, расплав перемешивается. Хотим уточнить, что плавление происходит, в основном, не за счет нагревателей (они лишь интенсифицируют процесс), а из-за огромных сдвиговых деформаций в уплотняющемся полимере.
- Зона дозирования. На выходе из экструдера полимер продавливается через систему фильтрующих сеток и проходит через формующее отверстие, профиль которого зависит от формы выпускаемой продукции.
Важно! Экструдер может различаться по типу и количеству шнеков. Выпускаются: одношнековые, двухшнековые и многошнековые, дисковые и многодисковые экструдеры.
О конструкции одношнекового экструдера
Внутри толстостенного корпуса (трубы) вращается шнек — металлический стержень с винтовой навивкой. Шнек перемещает гранулы по направлению к экструзионной головке. Корпус опоясывают секции хомутовых нагревателей, которые греют металл и плавят полимер, прижимаемый винтом к внутренней поверхности трубы. «Горячую» часть оборудования помещают в водоохлаждаемый кожух, и сверху утепляют термочехлом.
Одношнековый экструдер, схема
Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
- Метод раздува рукава.
- Метод плоскощелевой экструзии.
какие дефекты могут возникнуть при экструзии пленки и как их устранить.
Метод раздува рукава
Полимер выдувается из экструдера для пленки через кольцевую щель в формующей головке. Визуально это выглядит, как из фильеры поднимается сплошной пленочный цилиндр, раздуваемый изнутри воздухом. Воздух подается под давлением через дорн — отверстие в центре головки.
Охлаждение при экструзии полиэтилена, в зависимости от ориентации рукава, может производиться по двум схемам:
- Если рукав направлен вертикально вверх или горизонтально, то пленка обдувается воздухом, поступающим через охлаждающие кольца по периметру рукава;
- При отводе рукава вниз используется водяное охлаждение — такая схема сокращает время кристаллизации.
После остывания пленка складывается с помощью специальных «щек» в полотно и протягивается через отжимающие воздух валки. Готовый материал отправляется на намотку.
Чем быстрее охладить расплав полиэтилена на выходе из экструдера, тем выше будет прозрачность и блеск пленки. Почему так происходит? Дело в том, что при остывании в пленке образуется два вида молекулярных структур — кристаллическая и амфорная.
Когда материал охлаждают медленно, то макромолекулы полимера успеют сформироваться в кристаллы, и экструдированная пленка будет мутной и неэластичной, но прочной.
При быстром охлаждении кристаллы не успевают соединиться и пространство между ними заполняют амфорные связи, придающие пленке прозрачность, хорошую эластичность и гибкость.
Метод плоскощелевой экструзии
Отверстие в фильере плоскощелевого экструдера протачивают в виде тончайшей щели. Пленка из формовочной головки выходит в виде непрерывного полотна определенной толщины и ширины.
Плоскощелевой экструдер для производства стрейч-пленки
Существует два варианта охлаждения пленки полученной плоскощелевым методом:
- Первый, это когда экструзионный полиэтилен сразу же после формования подается на охлаждающий барабан, температура поверхности которого поддерживается на уровне 3050 0С.
- Второй вариант — пленку пропускают через ванну с проточной водой. Такое шоковое охлаждение позволяет получать блестящий и прозрачный материал, но есть свои нюансы. Когда пленка заходит в воду, она вызывает рябь на ее поверхности, из-за которой на полиэтилене появляются пятна.
После охлаждения и сушки полиэтилен протягивается через натягивающие валы и идет на намотку.
Соэкструзия и коэкструзия
Соэкструзия — это технология, использующаяся для получения многослойных пленок.
В качестве сырья может использоваться: полиэтилен низкой и высокой плотности, полипропилен, полиамидная пленка и др. полимеры. Гранулят этих пластических масс плавится в разных экструдерах, после чего соединяется и проходит через одну формовочную фильеру (головку). Для прочного склеивания нужно, чтобы молекулярная сетка полимеров была похожа по структуре. Но если нужно связать барьерный слой, например, EVOH и линейный полиэтилен, то потребуется специальные вяжущие сополимеры.
Соэкструзионные многослойные пленки используются для вакуумирования продуктов, как транспортная упаковка, с/х пленка (для мульчирования, пленка с эффектом антифог), упаковка фармацевтических препаратов.
По похожей технологии, которая получила название коэкструзия, изготавливают панели сайдинга и профиль ПВХ. Поливинилхлорид — основа профиля, занимает около 80% толщины панели, оставшиеся 20% — акрил. Как и в случае соэкструзии, используется работа двух коэкструдеров, где отдельно плавят ПВХ и акрил. Соединяются эти расплавы в щелевой филере, откуда выходят уже готовым спаянным изделием.
Коронарная обработка пленки после экструзии
Химическая инертность и малая поверхностная энергия пленки делают ее невосприимчивой к типографской или любой другой краске. Нанесение покрытия на поверхность полиэтилена станет возможным, если его поверхностная энергия будет хотя бы на 10 дин/см выше энергии наносимой краски.
В ином случае краска будет просто собираться в капли. «Подзарядить» пленку можно коронированием. Каждая экструзивная линия оборудована активатором обработки коронным разрядом, который состоит из: генератора, трансформатора и электродов.
При пропадании пленки в область электромагнитного поля растет ее поверхностная энергия и повреждается верхний слой макромолекул (микротравление).
Применение технологии экструзии
- Химическая промышленность. Почти все термопласты и их композиции могут перерабатываться экструзией в готовые изделия (пленки, трубы, оболочки изоляции, сайдинг, листы).
- Производство комбикорма. Измельченное сырье для производства комбикорма поступает в экструдер, где подвергается уплотнению, сжатию и температурной обработке при температуре до 200 0С. Этот способ переработки повышает питательность и усвояемость корма, сохраняет в нем витамины и препятствует размножению микроорганизмов.
- Брикетирование твердого биотоплива. Переработка биомассы (торфа, угольной пыли, шелухи подсолнечника, отходов сахарного производства, соломы сои, щепы) и прессование ее в гранулы или брикеты производится на экструдерах;
- Пищевая промышленность. Макароны, кукурузные палочки и хлопья, жевательная резинка и чипсы, соевые продукты— все эти продукты изготавливают с помощью пищевой экструзии.
Экструзия теста, экструдер для теста
Развитие экструзионного производства сейчас идет сейчас по трем направлениям. Это: усовершенствование существующего оборудования, применение новых композиций полимеров, совершенствование автоматизированных систем управления.
Последнее направление представляется наиболее актуальным — уже сейчас в России появились установки оборудованные АСУ на основе микропроцессора. Они позволяют автоматически контролировать не только работу экструдера, но и системы подготовки сырья, калибровки и обрезки готовых изделий.
Что такое экструдер и экструзия Ссылка на основную публикацию
Источник: https://oplenke.ru/ekstruder-i-ekstruzija/
Экструдер: понятие, области применения, классификация и принцип работы этого оборудования
Моделей экструдеров, то есть машин, предназначенных для переработки полимеров в расплав, великое множество. Они различаются по характеристикам и виду перерабатываемого сырья.
Среди массы вариантов их использования наиболее популярно получение с их помощью полиэтиленовых или полипропиленовых плёнок, из которых производят гибкую упаковку. На полученные материалы можно наносить печать и сваривать пакеты.
А также своё применение они нашли в пищевой промышленности для изготовления макаронных изделий.
Экструдер — это машина, которая превращает сырьё в виде мелких частиц в расплав определённой формы. В качестве таких частиц могут использоваться гранулы, порошок, разнообразные пасты или лом.
Процесс заключается в прохождении сырья через специальный формующий инструмент (экструзионную головку, фильерную пластину). Форму готового продукта задаёт калибрующее устройство с определённым сечением. Она будет зависеть от вида отверстия в формующем устройстве. Если это щель, на выходе получится листовой материал, если кольцо, то изделие будет иметь форму трубы.
Процесс, происходящий с использованием этого оборудования, называется экструзией. В зависимости от конструкции машины её делят на несколько видов:
- холодное синее формование, при котором на материал оказывается только механическое воздействие;
- тёплая экструзия, заключающаяся в механических преобразованиях, которые сопровождаются тепловой обработкой;
- горячая формовка — скоростной процесс, предполагающий использование высоких температур и давления.
Области применения
Технология изготовления изделий путём применения экструзии нашла своё применение в областях, описываемых далее.
- Химическая промышленность. Эта область предполагает изготовление полимерных изделий (резиновых, пластмассовых и так далее), а также получение ферритов. При этом химический состав используемого сырья остаётся неизменным, экструдер предназначен в первую очередь для получения необходимой формы конечного изделия. Поэтому настройки такого оборудования относительно просты.
- Пищевая промышленность. При производстве продуктов питания также может использоваться экструзия. Обычно, она представляет собой более сложный процесс, чем в предыдущем примере. Настройки оборудования предполагают тонкое изменение показателей температуры, скорости, давления, что приводит к изменениям характеристик и свойств первоначального сырья, например, денатурации белка, расщеплению углеводов или желатинизации крахмала.
Свет увидел первый экструдер ещё в XIX веке, а уже к XX было создано множество модификаций этого оборудования. Современные экструдеры имеют несколько классификаций. По типу транспортирующего устройства они делятся на следующие виды:
- одношнековые;
- двухшнековые;
- многошнековые;
- дисковые;
- поршневые;
- комбинированные.
По расположению шнеков:
- параллельные;
- конические.
По частоте вращения:
- нормальные;
- быстроходные.
По направлению вращения:
- сонаправленные;
- противонаправленные.
Принцип работы
Специальный загрузчик помещает сырьё в бункер машины. Эта работа может выполняться также и вручную. При этом гранулы засыпаются в загрузочную воронку. Из бункера они проталкиваются в зону шнека, а оттуда — в цилиндр пластификации.
По пути продвижения сырьё перемешивается для однородности будущего расплава, а также находится под воздействием высоких температур и давлением элементов экструдера.
На выходе путём плавления получается вязкая прозрачная масса, увеличенная в объёме за счёт растягивания.
Если экструдер дисковый, то в качестве транспортирующего устройства используют два диска, один из которых находится в неподвижном состоянии, а другой непрерывно вращается. Сырьё, попадающее в отверстие статичного диска, перемешивается и гомогенизируется. Оборудование, оснащённое таким устройством, прекрасно подойдёт для изготовления однородных смесей.
Поршневой экструдер характеризуется низкой производительностью, поэтому его применение ограничено в основном изготовлением труб. Принцип работы заключается в выдавливании материала поршнем, что придаёт готовому изделию необходимую форму.
Для всех этих целей бывает недостаточно одного экструдера. Чтобы наладить массовое производство и получить качественный продукт, приходится использовать дополнительные машины или устройства. Все вместе они будут образовывать экструзионную линию.
Таким образом, можно получить не только расплав, но и сразу преобразовать его в готовое изделие, например, упаковочную плёнку, пластиковые трубы или поливинилхлоридный профиль.
Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Через специальную муфту к редуктору подсоединяется электрический двигатель. Таким образом, он располагается под узлом пластификации. Нагрев происходит с помощью электрического шкафа, который автоматический регулирует температуру. Коррозионная стойкость обеспечивается путём насыщения элементов экструдера парами азота. Благодаря этому они не выходят из строя и являются довольно долговечными.
Кроме перечисленных выше, к раме подсоединены приборы, позволяющие осуществлять контроль над ходом производства. Они управляются пультом оператора. Благодаря компактным размерам получающегося устройства шнек можно вставлять прямо в выходной вал редуктора.
Процесс дегазации
Немаловажным этапом производства является дегазация. Сырьё, перерабатываемое экструдером, не всегда является идеальным, оно содержит примеси, излишнюю влагу и воздух. Чтобы качество материала не снижалось из-за несовершенства гранул, в машине осуществляется процесс дегазации.
Он заключается в выпаривании воды, остаточного растворителя и мономеров из сырья под воздействием высоких температур или искусственно созданного вакуума.
Осуществляется процесс либо шнеком, если в оборудовании предусмотрен только один винт, либо специальной камерой, если рассматривается многочервячный экструдер.
Роль шнека
Шнек имеет несколько функций, в зависимости от которых цилиндр можно условно разделить на несколько важных зон:
- в зоне питания исходное сырьё уплотняется за счёт попадания в шнековую область, но всё ещё остаётся твёрдым;
- в зоне пластификации гранулы плавятся, смешиваются и спрессовываются под давлением, чтобы далее продвигаться по винту;
- в зоне дозирования материал, состоящий из смеси плавящихся гранул с твёрдыми, перемешивается до однородности и поступает к формующему инструменту.
Все процессы происходят при нагреве, температура которого может различаться от зоны к зоне. Качество получаемого материала будет зависеть от условий и полноты прохождения сырьём перечисленных этапов.
Преимущества одношнекового и двухшнекового экструдеров
характеристика машины — количество и вид шнеков. Самым распространённым типом является одношнековый экструдер. Он прост в обслуживании по сравнению с другими видами этой машины. Для его работы необходим только один оператор, поскольку все важные органы управления локализированы в одном месте. Но если машина входит в состав крупной экструзионной линии, может понадобиться подсобный рабочий. Конечное количество операторов и рабочих определяется технологией и целями производства.
Ещё одним немаловажным достоинством одношнекового экструдера является лёгкость транспортировки. Его можно перевезти с одного производства на другое или переустановить в новом месте.
Но иногда такой экструдер не позволяет получить необходимого качества плавления готового продукта, и в производстве применяют двухшнековую машину. Она позволяет лучше транспортировать сырьё, подходит для гигроскопичных гранул. Зачастую оборудование с двумя винтами обладает функцией самоочищения, что также удобно для эксплуатации.
Задачи оператора
Современные машины оснащены всеми датчиками регулировки оптимальных условий для получения качественной плёнки. Однако задача оператора состоит в том, чтобы правильно настроить все параметры и поддерживать их на протяжении всего процесса. Конкретные условия работы зависят от вида производимых материалов, но есть несколько критериев, являющихся наиболее важными. Они и будут описаны далее.
Контроль температуры
Оператор должен контролировать процесс превращения гранул в готовый расплав. Для этого, в частности, осуществляется наблюдение за работой тепловой автоматики.
Система должна обеспечивать поддержание необходимой температуры как в каждой из рабочих зон экструдера, так и в его элементах, важнейшими из которых являются головка и фильеры.
На каждый участок приходится свой прибор, что позволяет более тонко настроить работу машины и получить наиболее качественный по однородности, форме и другим характеристикам материал. Но для наилучшего результата необходим опыт и ответственность оператора, который сможет отследить показания приборов и настроить их.
Регулировка вращения шнека
Шнек является важным элементом работы экструдера. Особенно важную роль он играет при вхождении машины в состав экструзионной линии, предназначенной для выпуска труб или гибкой упаковки. Барьерные шнеки увеличивают производительность и позволяют добиться высокого качества конечного продукта. Их действие заключается в отделении исходного сырья от готового расплава.
Это осуществляется путём разделения шнека на две области с помощью встроенного в него дополнительного витка. В начале линии прохождения гранул большее отделение отводится под них, ближе к концу канал, содержащий расплавленный полимер, увеличивается в объёме, в то время как под недорасплавленный материал отводится меньше места. Таким образом, эти две фракции не пересекаются друг с другом, а только плавно перетекают одна в другую.
В зависимости от технологии производства шнеки могут иметь различный диаметр и частоту вращения. Оператор контролирует последний параметр благодаря работе частотных преобразователей. Чем выше частота вращения, тем больше производительность экструдера. Однако этот параметр нужно аккуратно регулировать, чтобы не снизить качество выпускаемого продукта. В совершенных приборах преобразователи позволяют быстро переходить от низких скоростей к высоким, и, наоборот, без промежуточных этапов.
Изменение диаметра и формы
Однородный расплав, являющийся основой будущего продукта, проходит через специальные отверстия. Они придают ему нужную форму, например, кольца.
Оператор должен установить значение необходимого диаметра этого кольца, благодаря чему расплав примет форму трубы заданных размеров. Эта форма может меняться под воздействием сжатого воздуха.
Так, можно раздуть расплав ещё больше, а можно направить его в зазор между валков элеватора, что приведёт к сплющиванию материала и его оседанию на дне машины в виде рукава.
Полученный материал можно разрезать с одной или обеих сторон с помощью фальцевателей. С применением специальных ножей можно разрезать полученное изделие после прохождения им сушки на небольшие отрезки.
Достоинства
Экструдер обладает высоким уровнем производительности в сочетании с небольшими эксплуатационными расходами. Для полноценного функционирования такого оборудования не нужно большое количество обслуживающего персонала и глубокие знания химических процессов.
Его легко установить и запустить в работу. При корректном использовании машина не требует частого ремонта. Возможность регулирования различных параметров экструдера позволяет получать качественные материалы различной толщины и ширины, необходимой производителю.
Источник: https://tokar.guru/instrumenty/ekstruder-chto-eto-takoe-dlya-chego-on-prednaznachen.html
PTL | Пластик Текнолоджиз | Производство изделий из пластика
sh: 1: —format=html: not found
Компания ООО «ПЛАСТИК-ТЕКНОЛОДЖИЗ» имеет 20 лет опыта работы с оборудованием и технологиями, основанных на использовании пластиков в пищевой, косметической, фармацевтической, электротехнической, автомобильной, строительной и других отраслях.
В 2017 году мы возвели собственный производственный комплекс в г.
Минске с подразделениями:- дизайнерского, проектно-конструкторского, оперативно-технологического, для разработки дизайнов и КД, оперативной обратной связи с заказчиками и организации техпроцесса; — инструментального по производству технологической оснастки (точная металлообработка), поддерживающего полный цикл для пресс-форм, штампов и приспособлений: от металлических заготовок до проведения испытаний, получения опытных образцов отливок (или пробных серий) и сдачи покупателям;- по выпуску серийной продукции: изделий из пластмасс;
— логистики: комплектации, упаковки и складирования.
Проектирование и изготовление пресс-форм для литья и выдува
Изготавливаем прессформы любой сложности для литьевого формирования полимеров, для экструзионно-раздувного формования, для выдува ПЭТ емкостей.
Наряду с изготовлением форм/оснастки произвольного назначения, мы имеем ряд специализаций, в которых саккумулирован многолетний опыт и обширное взаимодействие с нашими постоянными клиентами. В их числе:
Прессформы для литья под давлением
— преформы ПЭТ в широком диапазоне типов, масс и назначений;
— одноразовые столовые приборы (вилки, ложки, ножи, размешиватели);
— элементы укупорки (пробки, крышки, колпачки, ручки, клапаны, вспомогательные и декоративные элементы к ним);
— канцелярские товары (лотки вертикальные и горизонтальные, карандашницы, баночки и коробки для гуаши и акварельных красок;
— комплектующие для строительной отделки и декорирования (уголки и соединители для плинтуса ПВХ, заглушки, накладки и т.д.);
— корпусные детали произвольных конструкций, в том числе трансформируемых, для получения ассортиментного ряда на одной форме с применением формообразующих сменных частей.
Прессформы для раздува
— из преформ ПЭТФ (бутылки, в т.ч. с боковой приставной ручкой, банки, кеги и др.) для разлива и фасовки: воды, газированных напитков, пива, алкоголя, соков, молочных продуктов, уксуса, растительных масел, соусов, сиропов, мёда, сыпучих: чая, специй, соли, бытовой и автомобильной химии, техн.
жидкостей, моющих средств (кроме щелочных растворов), косметики, лаков-красок, лекарственных препаратов и т.д.;
— из полиэтилена, полипропилена и др.
, (флаконы, баночки, фляги, канистры всех типов) для разлива и фасовки: молока, кефира, кетчупа, майонеза, моющих и косметических средств, бытовой и авто-химии (включая щелочесодержащие растворы), кремов, машинных масел, красок и лаков, лекарственных препаратов, сыпучих продуктов и пр.
Поставки оборудования
Поставляем спецоборудование и периферию для литья, экструзии, раздува и формовки, рециклинга, его техническое сопровождение и сервисное обслуживание, обеспечение запасными частями с горячего склада.
Производственные услуги
Предлагаем наши услуги пластикового литья на нашей площадке в г. Минске для заказчиков пресс-форм, не имеющих собственного цикла переработки полимеров.
В данном случае, клиенты на договорных началах передают нам изготовленную технологическую оснастку на ответственное хранение и эксплуатацию, не несут никаких затрат и рисков на текущее (включая постгарантийное) обслуживание, оплачивают только за готовый товар по предварительно согласованной цене, согласуют календарный график производства и поставки товарных партий.
Развитие направления по серийной продукции
Мы запустили новый проект по выпуску изделий из пластмасс, разработанных под брендом PTL.
О компании Пластик Текнолоджиз
Пока вы спали, мы построили Сказочный замок с детским лабиринтом в ТЦ «Замок» в Минске. Более 3 000 блоков PTL BRICK и дополнительные элементы; площадь 5 x 7 метров; высота башни со шпилем 4,5 метра. Все привезли, собрали и надежно
подробнее
Представляем наш новый продукт, не имеющий прямых аналогов на рынке: Пластиковые многоуровневые однотрубные и двухтрубные крепления PTL . Крепления предназначены для применения вместо традиционных металлических креплений. При этом они не уступают им
подробнее
Запущено производство пластиковых креплений для труб под брэндом PTL — «Бобры» . Крепления разработаны с учетом отраслевых норм в строительстве и учитывают мнения профессиональных монтажных организаций использующих подобную продукцию в своей
подробнее
Мы запустили производство продукции собственной разработки – фиксаторов арматуры под брендом PTL. Пластиковые фиксаторы арматуры PTL предназначены для создания защитного слоя бетона монолитных конструкций от 25 до 160 мм и применяются для
подробнее
В мае 2017 году мы ввели в эксплуатацию новое производственное здание в п. Колядичи Октябрьского района г. Минска, которое было спроектировано и построено по собственному проекту и состоит из производственно-складского и административно-бытового
подробнее
Источник: https://ptl.by/index.pl?act=PRODUCT&id=21
Метод экструзии полимеров (пластмасс)
Экструзия – это процесс плавления полимера (допустим, полиэтилена), в результате которой он превращается в изделие определенного размера.
Общая технология экструзии всегда одна и та же, но некоторые факторы изменяются в зависимости от толщины, которую необходимо получить. После плавки полиэтилен сушится воздухом, и этот процесс тоже считается частью экструзии.
Машина, которая выполняет данную работу, называется экструдером. В наше время это самый распространенный метод создания полиэтиленовой пленки.
Описание процесса экструзии
Такая сложная и комплексная процедура не может выполняться без соответствующего оборудования. Для получения качественной пленки необходим надежный и исправно работающий экструдер. Для начала в бункер машины загружаются полиэтиленовые гранулы, а затем включается функция нагрева. Вскоре гранулы плавятся и превращаются в вязкую прозрачную массу. Это и есть основа будущей пленки.
Вязкая масса проходит сквозь узкие отверстия, которые формируют кольцо. Результатом этой операции является «труба» из пленки. Как правило, в экструдерах предусмотрена функция изменения диаметра этой «трубы».
Затем пленка подвергается воздействию сжатого воздуха, после чего меняет форму. Она становится похожей на сильно вытянутый по вертикали баллон. Посреди валков элеватора находится небольшой зазор, в области которого соединяются края «баллона». Как результат, пленка оседает на дно экструдера и представляет собой сплюснутый рукав.
Нередко для изготовления полиэтиленовых пакетов применяются фальцеватели. В результате получается рукав с фальцовкой. Если изготовитель хочет сразу же нарезать пленку, то в конце сушки он применяет специальные ножи.
Особенности экструзии
Метод экструзии почти одинаков для большинства полимеров. Но температура плавки у каждого своя. Производители полиэтиленовой пленки пользуются расчетными номограммами, чтобы точно определять температуру, при которой плавятся те или иные термопласты. Чаще всего для плавки используются:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- полиформальдегид;
- полистирол.
В отличие от большинства плавящихся веществ, температура плавления полимеров может колебаться в довольно широком диапазоне. Так, полиэтилен плавится при температуре от 100 до 125°С, а различные виды полипропилена могут требовать температуру от 80 до 170°С. Это обуславливается составом полимеров, а также условиями проведения экструзии.
Экструзия полимеров требует от изготовителя пленки высоких профессиональных знаний. К примеру, поликарбонат и полиметилметакрилат – это полимеры с высокой вязкостью, которые при неосторожном превышении температуры могут потерять свои ключевые свойства.
Как известно, изначально полиэтилен существует в виде порошка. Но для того, чтобы загрузить его в экструдер, нужно сначала добиться гранулированной формы. Для этого проводятся следующие операции:
- Литье или прессование (иногда применяются другие методы) для получения цельной массы полимера.
- Плавка с последующим пропусканием через круглые отверстия (диаметр – от 1,5 до 2,5 мм).
- Нарезка полученной толстой нити на небольшие гранулы.
Только после этого полиэтилен можно загружать в экструдер. Аналогичные операции нужно проделывать и с полипропиленом, а также с некоторыми другими полимерами. Практически любая линия экструзии может работать со всеми полимерами, но машины не в силах сами подстраиваться под изменение материала.
Плавление и охлаждение полиэтилена
Экструзия полиэтилена мало отличается от экструзии других полиолефинов, но нужно помнить одну важную вещь. При плавке полиэтилена выделяется намного больше тепла, чем, скажем, при плавке «родственного» полипропилена.
Поэтому, если в прошлый раз экструдер работал с полипропиленом, а теперь необходимо экструдировать полиэтилен, то перед началом работы нужно снизить мощность нагревателей.
Если пренебречь этим правилом, то пленка будет кристаллизоваться, станет хрупкой и непрозрачной.
Такой же результат – помутнение и хрупкость – ожидает и при неправильном охлаждении. Полиэтилен нужно охлаждать быстро и интенсивно. Если полимер будет слишком долго сохранять свое тепло, то начнется кристаллизация, которая в первую очередь скажется на прозрачности, а потом и на ударопрочности пленки.
Процесс экструзии с помощью кольцевого зазора (именно он был описан в начале статьи) имеет один существенный недостаток. Полученная пленка имеет неравномерную толщину и часто образовывает складки. Чтобы снизить риск этих побочных явлений, была сконструирована специальная головка экструдера. Ее внутренние и наружные стенки одновременно вращаются, минимизируя разброс толщины. Шанс появления складок тоже заметно падает.
Несмотря на этот недостаток, кольцевой зазор – лучший способ экструзии из ныне существующих. Именно он лежит в основе большинства полиэтиленовых изделий, которые используются на производствах, при строительстве и в быту.
Коронаторная обработка пленки после экструзии
Существуют специальные приспособления – коронаторы, которые применяются для обработки наружной поверхности пленочных рукавов. Они обдают пленку коронными разрядами тока. Данная процедура является необходимой, если изготовленная пленка будет подвергаться флексопечати.
Структура любого полимера – не волокнистая, поэтому краска будет легко держаться на на пленке и без дополнительной обработки (клейка, стимуляция и т.д.). Но использование коронаторов обязательно, ведь без них краска будет слезать с пленки в течение нескольких секунд. Краска, какой бы она ни была, превратится в каплю и будет спокойно передвигаться по полимерной пленке. Коронные разряды тока обеспечивают для пленки и краски валентную связь, и изначальная форма сохраняется на долгое время.
Дефекты пленки и их устранение
Такой сложный процесс, как экструзия пластмасс и полимеров, нечасто может обойтись без погрешностей. В большинстве случаев возникают недочеты, которые необходимо устранить. Поэтому мы рассмотрим основные погрешности при экструзии полиэтилена, а также опишем способы их устранения:
- Плохая прозрачность пленки. Эта проблема чаще всего решается повышением температуры плавки, а также повышением (или, наоборот, понижением) интенсивности охлаждения. Если ни один из способов не помогает, то остается только сменить марку полиэтилена.
- Посторонние вкрапления. Для решения этой проблемы нужно проверить, правильно ли хранится сырье (гранулированный полиэтилен), а также протестировать его качество.
- Полосы на пленке. Чаще всего они бывают продольными, реже – поперечными или хаотичными. Почти всегда это связано с плохим состоянием головки экструдера. Ее необходимо отполировать и очистить от нагара.
- Потускнение поверхности пленки. Чтобы избавиться от этого неприятного эффекта, нужно снизить температуру плавки, поднять давление во время экструзии, снизить скорость вращения шнека, отполировать головку экструдера.
- Шероховатость поверхности. Для избавления от этой проблемы можно отполировать головку и повысить температуру плавки, а также подсушить полиэтиленовые гранулы. Но это не всегда помогает, и тогда приходится заменять партию полимера.
Отдельного внимания заслуживает проблема разнотолщинности, которая уже была описана выше. Неравномерная толщина может иметь разный характер, и в зависимости от этого варьируется способ устранения проблемы:
- если раздутый рукав полностью асимметричен, то нужно изменить размер зазора по периметру, а также проверить, равномерно ли прогревается головка экструдера;
- если разнотолщинность проявляется только поперек рукава, то нужно также изменить размер зазора и отрегулировать температуру плавки;
- если разнотолщинность проявляется только вдоль рукава, то нужно изменить скорость его отвода, отрегулировать скорость вращения шнека, параметры температуры и охлаждения.
Заключение
Итак, экструзия – это процесс, при котором полиэтилен из гранулированного материала превращается в прозрачную пленку. Данная процедура является комплексной и требует не только специального оборудования, но и профессиональных навыков человека, который будет работать с экструдером. Тем не менее, при создании изделий из полимеров без экструзии обойтись невозможно.
Источник: https://propolyethylene.ru/plenka/ehkstruziya-poliehtilena.html
Линия экструзионная
Экструзионной линией называется система, состоящая из нескольких единиц оборудования, способная производить изделия из полимеров медом экструзии. Такая линия, как правило, состоит из одного или нескольких экструдеров, формующего инструмента (адаптера, фильеры, экструзионной головки) и комплекта прочего оборудования, вместе называемого в иностранной литературе «downstream», по-русски «постэкструзионная линия» а на российских производствах просто «хвост».
Экструзионные линии применяются для производства «бесконечных» изделий путем выдавливания расплава полимера через фильеру необходимого профиля с последующей резкой на отрезки или намоткой в рулоны, бухты. Таким способом изготавливают, например пленки, листы, трубы, профили и т.д.
Рис.1. Пример высокопроизводительной линии производства рукавной пленки
Технологический состав
В экструзионную линию помимо экструдера и формующегоинструмента могут входить: калибраторы, охлаждающие ванны, маркирующее устройство или принтер, тянущее устройство, наматывающее оборудование, пила для резки, устройство для укладки, более узкоспециальное оборудование (каландр, толщиномер, различные штампы, приемное устройство и т.д.). Все перечисленные узлы и агрегаты на современных производствах в состав одной линии не входят, они используются в зависимости от типа изделия, его размеров, вида полимерного сырья и т.п. Рассмотрим более подробное каждую из возможных составных частей.
1. Экструдер.
Основное назначение экструдера можно описать как «плавление и продавливание полимера под постоянным давлением в формующий инструмент». Экструдеры подавляющего большинства применяемых на сегодняшний день линий делятся на одношнековые и двухшнековые.
Таким образом, основными составными частями экструдера являются станина, материальный цилиндр, один или два шнека (червяка) с электроприводом вращения, набор электронагревателей и система контроля и регулировки температуры экструзионного цилиндра.
Экструдер может быть оснащен дополнительными устройствами для улучшения процесса экструзии, например системой вакуумной дегазации, насосом и фильтром расплава полимера.
2. Формующий инструмент.
Фильера и экструзионная головка – это инструмент, определяющий какое именно изделие экструдируется на линии. Головка, как правило, также, как и экструдер, имеет встроенную систему обогрева. Качество исполнения формующего инструмента во многом определяет производительность и качество готовой продукции. Экструзионные головки по назначению делятся на плоскощелевые (листы и пленки), кольцевые (пленки и трубы), профильные и прочие.
3. Калибратор.
Для окончательно придания формы и размеров полимерному продукту при экструзии применяют систему калибраторов.
Как правило, калибраторы представляют из себя некое продолжение формующего инструмента, куда попадает отформованное в головке изделие, охлаждаясь и фиксируя свою геометрию.
Кабилибраторы могут быть «сухого» (при отсутствии контакта с охлаждающей жидкостью) и «мокрого» (при наличии контакта) типа. Экструзионные изделия обычно калибруют по наружному размеру, для чего в калибрующих устройствах применяется вакуум.
4. Охлаждающие ванны.
Ванны охлаждения необходимы для понижения температуры отформованного изделия для безопасной с точки зрения его дальнейшей обработки, протяжки, резки и т.п. Ванн может быть несколько, причем первая, как правило, объединена с калибратором. Охлаждение экструдируемого изделия в ваннах препятствует его дальнейшему короблению и прочим температурным деформациям, например утяжинам.
5. Тянущее устройство.
Устройство вытяжки или протяжки имеет важную роль в процессе экструзии, т.к. вместе с непосредственно экструдером регулирует скорость работы всей линии.
В случае неправильной работу тянущего устройства система может начать либо пульсировать, передавливатьполимерную массу (в случае низкой скорости), либо экструдат может быть оборван, и работа линии нарушена (при слишком высокой скорости протяжки).
Для труб, профилей и лент тянущее устройство обычно представляется собой два кольца из траков, обхватывающих изделие сверху и снизу.
6. Наматывающее или отрезное устройства.
В зависимости от экструдируемого изделия существует два основных типа окончательного его оформления в товарный вид. В случае пленок, лент, штангов, тонких труб и т.п. в состав линии устанавливают наматывающее устройство. В случае листов, профилей, труб большого диаметра – работает отрезное устройство, разделяющее готовый продукт изделие на мерные отрезки.
Рис.2. Простейшая установка с тянущим и намотчиком.
Применение
Все экструзионныеполимерные линии объединяет единый технологический процесс производства изделий. Тем или иным способом пластик в виде гранул или порошка поступает через загрузочное отверстие в материальный цилиндр экструдера, нагревается и плавится там, проходит под давлением, создаваемом шнеком через зазор в формующем инструменте, калибруется и охлаждается, протягивается и принимает окончательный вид.
Важно, чтобы все основные узлы работали в синхронном режиме. Такой режим достигается и стабилизируется на этапе запуска линии в работу, который обычно составляет несколько часов.
В случае применения нескольких экструдеров в составе одной линии применяется процесс коэкструзии или соэкструзии. Такие системы обычно работают с несколькими экструдерами, но одним, хотя и довольно сложным, формующим инструментом и «хвостом» и называются коэкструзионными.
По производительности серийные экструзионные линии варьируются от установок, перерабатывающих несколько килограммов полимера в час, до гигантских систем, перерабатывающих несколько сотен килограммов материала в час.
Средняя экструзионная линия для производства пластмассовой продукции может изготовить порядка 30-300 кг/час продукции.
Скорость экструзии зависит от производительности экструдера и типа выпускаемой продукции и в случае тонкостенного изделия (пленка, трубка, полоса) на производительных линиях может составлять сотни метров продукта в минуту.
Объявления о покупке и продаже оборудования можно посмотреть на
Доске объявлений ПластЭксперт
Обсудить достоинства марок полимеров и их свойства можно на
Форуме о полимерах ПластЭксперт
Зарегистрировать свою компанию в Каталоге предприятий
Вернуться к списку терминов
| A Б В Г Д Е Ж З И К Л М Н О П Р С Т У Ф Х Ц Ч Ш Э Я |
Источник: https://e-plastic.ru/slovar/l/liniua_ekctryzionnaua/
Экструзионные линии
На сегодняшний день наиболее распространенным в применении материалом является полимерный материал. Однако для того чтобы сделать из полимера какую либо вещь или деталь, придать ему определенную форму необходимо использование специального оборудования. Таким оборудованием сегодня является комплекс устройств, которые имеют общее название экструзионная линия.
По сути, процесс экструзии представляет собой такое действие, посредством которого происходит так называемое выдавливание материала в необходимую форму. Весь комплекс оборудования, входящий в экструзионную линию, отвечает за полное и безостановочное обрабатывание материала в конечный продукт. Рассмотрим наиболее важные части экструзионной линии и их принцип работы.
Основное оборудование экструзионной линии
Самым непосредственно выполняющим процесс экструзии элемент, который является самым главным в линии, является экструдер. Данная часть линии производит переработку начального сырья в конечный продукт.
Примером таких продуктов могут быть, скажем, гофрированные трубы из полипропилена, масса различных специальных деталей из разного материала, даже в пищевой промышленности именно посредством работы данного устройства происходит процесс изготовления макарон, хлопьев и другой продукции, которая имеет определенную форму. Так же данный аппарат успешно используется в изготовлении сухих гранулированных смесей.
Экструдер выполняет работу непрерывно, и метод его действия основан на продавливании массы сквозь специально подобранные под ту или иную форму, отверстия. Часто посредством данного оборудования изготавливают именно погонажные изделия, такие как трубы и т.п. размер и диаметр готового изделия зависит от насадок, которые при необходимости меняются на необходимый размер.
Устройство и конструкция экструзионной линии
Экструдер является самым технологически сложным аппаратом во всей экструзионной линии и стоимость его превышает стоимость остальной установки.
Основными рабочими элементами экструдера являются специальный бункер для приемки сырья, из шнеков, которые являются своего рода дозаторами, так же в конструкцию экструдера, точнее в его корпус включены элементы, которые являются нагревательными, винты и поршни. Все остальные элементы являются дополнительными и несут основной ответственности за готовое изделие.
Важным является то, что вся экструзионная линия является полностью автоматической и управление данным оборудованием происходит посредством задания определенной рабочей программы.
Линия полностью оснащена такими элементами, как контроллеры и датчики, которые производят контроль над всем производственным процессом, а так же следят за уровнем температуры, давления и других необходимых параметрах.
Специальная система вовремя даст понять, что необходима до исходного материала, либо машина не выполняла работу впустую.
Так же в линию для проведения экструзии входит такой элемент, который носит английское название даунстрим. Данный элемент имеет нечто схожее с конвейерной установкой, которая включает в себя стол для калибровки изделия, протягивающее устройство, которое подает изделие для обрезки специальной пилой, и наконец, упаковочный стол.
Метод экструзии является на сегодняшний день наиболее распространенным способом изготовления всевозможных материалов и деталей из полипропилена, так же посредством экструзионной линии изготавливается алюминиевый профиль, который стал в наше время очень востребованным для использования в строительстве и на различных производствах. Именно поэтому использование в производстве экструзионной линии стало практически повсеместным.
Источник: https://promplace.ru/ekstruzionnie-linii-483.htm
Экструзионное оборудование. Виды. Описание
Виды экструзионного оборудования представленные на странице:
При производстве пластмассовых изделий методом термоформования большое значение имеет качество полимерной заготовки, которую получают экструзией через плоскощелевую головку листовальной машины.
Внешний вид листа или пленки не дает полной информации о пригодности их для формования, так как за блестящей и ровной поверхностью могут быть скрыты структурные особенности или дефекты, которые при нагреве и последующей деформации приведут к ухудшению качества изделия.
Опыт производства различного вакуум пневмоформовочного оборудования и пластмассовых изделий на основе этих методов позволил нам сформулировать основные требования к технологии и оборудованию по производству полимерных материалов для термоформования.
Модели экструзионных линий
Экструзионная линия ЕХТ 2400/120/350 NT Экструзионная линия EXT 1700/110/260 UW
Основные проблемы производства качественных термопластичных листов заключаются в следующем:- При экструзии листовой полимерной заготовки для целей термоформования важно получить равномерную подачу расплава полимера на приемные валки каландра по всей ширине экструзии.
Если это условие не выполняется, то возникают наплывы (пульсации) полимера, которыемалозаметны на готовом листе, но при нагреве и формовании (деформации) проявляются в виде глубокой шероховатости, приводящей к отбраковке изделия;- Отсутствие системы дегазации расплава полимера, может привести к образованию разрывов на поверхности листа при его термоформовании;- Положительная разность скоростей приемных валков и выхода расплава из фильеры увеличивает усадку и деформацию изделия после термоформования, апри больших значениях вызывает внутренние напряжения в заготовке, которые при нагреве сжимают ее, в результате чего, онауходит из-под прижимной рамы или разрывается;- Разрезание расплава твердыми частицами на выходе из экструзионной головки приводит к образованию скрытого дефекта (полосы), который так же проявляется при нагреве и термоформовании заготовки в виде сплошного разрыва по всей своей длине;- Дополнительно на качество термоформуемого листа влияют температурный режим экструзии, качество фильтрации расплава полимера, степень однородности получаемой полимерной композиции и другие факторы.
Примеры термоформуемого листа
ПНД лист зеленый металликHDPE лист белый
При проектировании и изготовлении экструзионно выдувного оборудования, предлагаемого нашей компанией, учитывались все значимые для качественного термоформования факторы.
Базовая линия EXT */120/* — краткое описание расширяемой модели экструдера
Базовой моделью экструзионной машины является линия EXT 1800/120 для производства листов и пленок шириной до 1600 мм и толщиной от 1 мм до 20 мм.Диаметр шнека 120 мм, отношение L/D =35.
Кроме серийных образцов наше предприятие предлагает изготовление экструзионного оборудования под индивидуальные требования заказчика.
В экструзионной машине EXT 1800/120 предусмотрены необходимые регулировки скоростей подачи расплава, вращения валков каландра и шнека.Максимальная производительность оборудования для ПНД составляет 160-180 кг/час. Установка может производить лист из АБС, ПС, ПНД, ПВД, ПП, ПК и других полимеров.
В стандартную комплектацию линии EXT 1600/110 входят следующие элементы:
- Экструдер D=120 мм, L/D=30;
- Плоскощелевая головка L= 1800 мм;
- Каландр;
- Рольганг;
- Гильотина.
Экструзионная линия EXT 1600/110 рассчитана на непрерывную круглосуточную работу. Это оборудование может поставляться в комплекте с вакуум-формовочным оборудованием МКМ. В этом случае Вы получаете полностью законченное производство пластмассовых изделий, исходным сырьем для которого являются гранулы полимера. Срезаемый облой с готовых изделий (отходы) после дробления можновторично перерабатывать.
Экструзионная линия EXT 1800/120/320
Данная линия предназначена для производства полимерных листов и пленок.
обрезка кромки и отрезное устройство экструзионной линии 1800/120/350 LGT
| Производительность (экструдера) | 300-350 кг/час |
| Ширина экструдируемой ленты | 3001800мм |
| Толщина экструдируемой ленты | 1,8 20,0 мм |
| Потребляемая мощность | 70 КВт |
| Диаметр шнека | 120 мм |
| Отношение L/D | 35 |
| Диаметр валов каландра | 320 мм |
| Количество зон регулировки нагрева | 30 |
| Ширина фильеры экструзионной головки | 1800 мм |
| Минимальный и максимальный размеры перерабатываемых гранул полимера | 1,0 20,0 мм |
| Управление частотой вращения электродвигателей | Инверторное |
Экструзионная линия EXT 1600/110/320
Данная линия предназначена для производства полимерных листов и пленок.
В настоящее время наше предприятие предлагает новую экструзионную линию EXT 1600/110/320.Данное оборудование оснащено каландровыми валками диам.
350 мм и усовершенствованной системой управления, что позволяет производить листовые и пленочные полимерные материалы в более широком диапазоне.
На шнек экструдера установлено новое устройство смешивания, обеспечивающее высокую однородность расплава, что является необходимым условием при производстве пластмассовых листов и пленок для вакуумного формования.
| Производительность (максимальная) | 100-150 кг/час |
| Ширина экструдируемой ленты | 3001600мм |
| Толщина экструдируемой ленты | 1,0 14,0 мм |
| Потребляемая мощность | 110 КВт |
| Диаметр шнека | 110 мм |
| Отношение L/D | 40 |
| Диаметр валов каландра | 320 мм |
| Количество зон регулировки нагрева | 30 |
| Ширина фильеры экструзионной головки | 1600 мм |
| Минимальный и максимальный размеры перерабатываемых гранул полимера | 1,0 14,0 мм |
| максимальная разнотолщинность полимерной ленты | 0.03 мм |
| Управление частотой вращения электродвигателей | Инверторное |
Экструзионная линия оснащена фильтром шиберного типа, позволяющим производить замену фильтрующего элемента без остановки оборудования.
Экструзионная линия EXT 2200/120/320
Кроме экструзионных машин EXT 1600/110/250(320), МКМ выпускает экструзионные линии EXT 2200/120/320, обеспечивающие высокое качество полимерных листов и пленок шириной до 2200 мм для вакуумного формования крупногабаритных пластмассовых изделий.
Это экструзионное оборудование оснащено новой плоскощелевой формирующей головкой с прямым дросселированием выхода расплава полимера.
Подробнее
Техническое описание экструзионной линии EXT 2200/120/320
Принципиальная схема EXT 2200/120/320
Экструзионная линия EXT 1700/110/260 UW
Данное специальное экструзионное оборудование находит применение для производства дублированных полимерных листов и пленок, которые могут быть использованы для упаковки или вакуумного формования на термоформовочном оборудовании.Подробнее о линии EXT 1700/110/260 UW
Производство дублированных листов ПНД Экструдер для производства дублированных листов
Отдельным направлением в деятельности Машиностроительной Компании МКМ является производство сварочного экструзионногооборудования —
ручных сварочных экструдеров типа RSM 001/6 М, предназначенных для соединения деталей из термопластичныхполимеров. В настоящее время наше предприятие может поставить специализированное сварочную оснастку, которая включает в себя один или несколько сварочных экструдеров, вспомогательные устройства для их крепления, а так же устройства фиксации деталей между собой.
Экструзионное оборудование для сварки пластмасс.
Для производства некоторых видов пластмассовых изделий методом негативного вакуумного формования можно использовать термоформовочную экструзионную линию ЕХТ 1600/110-Т.
В этом случае, вместо каландра, рольганга и гильотиныустанавливаются формы, на которых производится формование пластмассовых листов. Полимерная заготовка отрезается от ленты, экструдируемой из плоскощелевой головки, и укладывается на ложемент формы с вакуумнымприжимом, далее из формы выкачивается воздух и под действием атмосферного давления, лист облегает форму. Охлаждение изделияосуществляется вентиляторами, параллельно производится формование на других формах.
Виды продукции
Такую технологию можно использовать для производства простых пластмассовых изделий:
- защита автомобильных крыльев (локера);
- экраны для акриловых ванн;
- акриловые ванны (АБС-пластик) длиной до до 1500 мм;
- поддоны (АБС-пластик) для душевых кабин;
- мини-бассейны для садовых участков длиной до 1700 мм;
- лопаты, носилки, тазы;
- поддоны в багажник автомобиля
Производство изделий на термоформовочной экструзионной линии имеет свои преимущества:
Преимущества
- не используются вакуум и пневмоформовочные машины;
- отсутствует повторный нагрев заготовки;
- высокая производительность (в 2-3 раза выше, чем у вакуум-формовочных машин);
- возможность производить одновременно несколько видов изделий;
- замена форм без остановки производства;
Для механизации укладки полимерных заготовок, формы устанавливаются на карусельную платформу, которая в нужный момент подает их прямо к головке экструдера.
Основным преимуществом технологии термоформования пластмассовых изделий на термоформовочной эктрузионной линии ЕХТ 1600/1100-Т,является возможность использования различных смесей из вторичных полимеров. При термоформовании на вакуум-формовочном и пневмоформовочном оборудовании, одним из условий получения качественных изделий является равномерный прогрев заготовки перед формованием.
Поэтому использование неоднородных по составу полимерных листов усложняет процесс термоформования и может привести к низкому качеству изделий.
Напротив, при экструзии из щелевой головки, лист выходит примерно с одинаковыми свойствами, так как нагрев полимерной смеси проходит при интенсивном перемешивании и разность в теплопроводных свойствах, существенная при ИК-нагреве термоформовочных машин,не оказывает влияния на пластические свойства заготовки.
Поэтому, пластмассовые изделия на термоформовочной экструзионной линии ЕХТ 1600/1100-Т можно производить из дешевых вторичных термопластичных полимеров или их смесей.
Экструзионная линия эконом класса. Литьевая машина МЕ-4.
МКМ производит экструзионные линии для производства пластмассовых листов и пленок толщиной от 0.9 мм (в том числе светотехнических листов) и ширинойленты до 700 мм, диаметр валов каландра — 320 мм, диаметр шнека — 80 мм. Данное оборудование позволяет наладить производство широкого спектра пластмассовыхлистов и пленок при минимальных начальных вложениях.
Наше предприятие может предложить полный комплект термоформовочного оборудования, обеспечивающего законченный цикл переработки полимерных термопластичных материалов, включающий в себя:- производство полимерных листов;- вакуумное формование пластмассового изделия;- дробление облоя;- производство листа из вторичного сырья;
Все предлагаемое оборудование разработано и серийно выпускается МКМ.
Источник: http://vfmspb.ru/extruder.htm
Экструзионная линия
Полимеры являются распространенными материалами. Но чтобы изготовить из них какой-либо предмет, требуется воспользоваться специальным оборудованием. Таким комплексом является экструзионная линия.
Процесс представляет собой выдавливание материала в определенную форму. Экструзионная линия отвечает за процесс безостановочной обработки вещества посредством продавливания через соответствующие формующие инструменты до конечного продукта. Для этого используется вязкий материал.
Основные требования к технологии экструзии при производстве листовых материалов
Экструзия является распространенным способом производства деталей из пластмассы. Такой обработке могут подвергаться практически все соответствующие материалы: эластомеры, термопласты, реактопласты.
Экструзию применяют для создания полимерных пленок, производства труб, наружных оплеток для проводов, элементов оптических систем, смесей резины, пластмасс и прочего в зависимости от качества сырья.
Кроме того, методику используют в производстве тепловых изоляционных материалов. Получается пенополистирол высоким уровнем качества, который применяют в изоляционных работах для железных дорог, фундаментов.
Изделия формируются экструзионными линиями. Их достаточно много в зависимости от профиля материала. Наиболее распространенный вариант оборудования предназначен для пластмассы. Линия включает различные агрегаты – экструдеров обычно несколько. К ним полагаются дополнительные инструменты.
Основными агрегатами для обработки полимеров являются экструдеры одношнековые и двухшнековые, дисковые и поршневые.
Технологический процесс предполагает пластификацию и передвижение материала шнеком в последствие вращения внутри цилиндра. Последний имеет 2 зоны:
1. Зона питания. Порошки, гранулы, сажевый концентрат транспортируются в область между витками шнека, располагаются плотнее.2. Зона пластификации и плавления. Сырье плавится в местах, которые примыкают к поверхности цилиндра. Потом спрессовывается.
3. Дозирование расплава. Материал гомогенизируется и продавливается через формующую головку.
К основным параметрам экструзионного метода относят температуру в зонах устройства, давление, режим охлаждения. Эти данные определяются в процессе. Главные технические показатели экструзионных линий – характеристики шнека: длина, диаметр, их соотношение, скорость вращения.
Выделяют 3 главных способа экструзии:
1. Холодная. Задействованы к материалу только изменения механического типа, когда тот медленно передвигается под давлением, а формование осуществляется головкой, деление которой отличается.2. Теплая.
Смешивается сухой компонент с водой перед подачей в конструкцию экструдера. Там осуществляется не только механическое, то и температурное давление. Иногда изделия требуется дополнительно просушивать.
3. Горячая.
В данном случае все проходит быстро и при температуре примерно в 200С. Для этого задействовано нагревательное оборудование.
Экструдер является главным оборудованием в экструзионной линии, предназначенной для производства пластмассовых изделий. Основные узлы следующие:
• корпус с рабочими деталями;• рабочие детали (диски, поршни, шнеки);• место загрузки материала для переработки;• привод;• агрегаты для поддержания определенной температуры;
• различные регулирующие приборы (для давления и температуры).
Выделяют экструзионные машины:
• 1-шнековый;• 2-шнековый;• многошнековый;• поршневый;
• дисковый
Одношнековый тип является специальным экструзионным оборудованием, которое чаще всего используется в линиях. Обычно делают на них листы, пленки, трубы, профили.
Устанавливаются шнеки барьерного типа, чтобы повысить производительность устройство за счет возрастания индекса перехода тепла от цилиндра к материалу. Уменьшение потребления энергии при этом осуществляется за счет зоны загрузки, где нарезка либо прямая, либо в виде винта.
Кроме того, задействуется специальная охлаждающая система. Если требуется обработка полимеров гигроскопического типа, то включают и зону дегазации.
Двухшнековые машины бывают параллельными и коническими. Последние предназначаются для переработки ПВХ, который подается в гранулированном или порошковом виде. Его используют для создания профилей. Подобное оборудование создает высокое давление для соответствующего уровня гомогенизации за короткий промежуток времени.
Шнеки вращаются навстречу друг другу. В итоге в цилиндр поставляется вещество. При этом температура полимера не увеличивается, а уровень трения внутри снижается. В оборудовании устанавливают различные системы управления, сушильные бункеры, загрузочные агрегаты.
Параллельные двухшнековые экструдеры применяют, когда требуется смешать несколько типов полимерных материалов. Система охлаждения жидкостью, входящая в такую конструкцию, дает возможность регулировать температуру веществ. Оборудование можно легко подстроить для определенных композиций, используя наборные элементы.
Специальное экструзионное оборудование – многошнековое. Сюда относятся машины 4-шнекового и планетарного типа. В последней располагается червячная система (1 центральный плюс 6 дополнительных шнеков). Подобное оборудование обычно применяют, когда требуется обработать сырье, склонное к быстрому разрушению под действие температуры.
Поршневые машины еще называются бесчервячными. Их применяют не часто, что связано с низким давлением и показателем производительности в пластификации. Обычно это оборудование используют для обработки политетрафторэтилена. Подобным агрегатам требуется много места и сложное обслуживание.
Дисковые экструдеры, как и предыдущие, используются тоже редко. Сырье перемещается к подвижным узлам, увеличивается давление за счет адгезионных свойств материала. Машины бывают одно- и многодисковыми. В последнем случае давление будет намного выше. Самое популярное изделие, которое получают посредством данного воздействия – пленка (ручные ее смогут соединять).
Распространенным является метод плоскощелевой экструзии. Отверстие в оборудование протачивают так, что оно стало тонким. Пленка, которая выходит из головки полотном, будет определенной толщины и ширины. Потом ее охлаждают.
Есть 2 варианта:
1. Помещение на специальный холодный барабан.
2. Пропускание через ванну с водой.
В целом оборудование применяется для создания листов и пленок шириной с эту щель в агрегате.
Для труб экструдеры тоже используются. В зависимости от используемых материалов задействуют 1- или 2-шнековые агрегаты. Дополнительно применяют охлаждающие устройства, дробилки и прочее. Выпускают канализационные, газовые, водопроводные, дренажные и другие разновидности полимерных труб.
Преимущества экструдеров заключаются в их экономичности, высокой производительности, простоте использования, обслуживания и монтажа, прочности, надежности. Для запуска линий требуется минимальное количество людей.
Но одной из проблем является появление пузырьков. Для их устранения применяют дегазирующие экструдеры. В них потом сырье, в котором нужно убрать пузыри, перемещается от привода шнека. А дегазированный материал проходит к его концу. После подачи сырья осуществляется действие атмосферного давления или вакуума. Так и происходи дегазация.
Экструзионная линия для производства гранул композиционного материала для кабельной промышленности
Применяются полиэтилен, ПЭНД и сажевый концентрат в гранулированном виде, а также Ирганокс в порошковой форме и жидкий дбутилоловодилаурат. Показатель производительность линии должен составлять от 800 до 100 кг в час. Температура среды – от 10 до 400С, а воды для охлаждения – 150С.
Используется экструзионная линия для создания композиционных гранул. Они применяются в кабельной промышленности. Основой такой линии является 2-винтовой экструдер. В комплекте применяют гравиметрическое оборудование для дозировки, а также водокольцевую систему, чтобы создавать гранулы.
Мощность в узле переработке составляет 710 кВт, а в зоне нагрева – 170 кВт. Двигатель рассчитан на 11 кВт. Вращение составляет 1500 оборотов в минуту. Давление – 6 бар. Оборудование изготовлено из нержавеющей стали и специальных сплавов.
Его применяют для того, чтобы соединять полимеры термопластичного типа.
Источник: https://imstech.ru/articles/ehkstruzionnaya-liniya/