Обозначение сварных швов на чертежах: структура, госты, примеры — Токарь
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки.
Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто.
А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
- Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
- Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Источник: https://nzmetallspb.ru/tehnologii/oboznachenie-svarnyh-shvov-na-chertezhah-struktura-gosty-primery.html
Условное обозначение сварного шва на чертежах по гост
Сварка, как технологический процесс известна с давних времен, точнее с того момента, как наши предки научились работать с железом. На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним – обозначением.
Инженер-конструктор, занимаясь разработкой изделия, использует в своей работе множество справочной и нормативной документации. Но при оформлении результатов своей работы он должен руководствоваться требованиями ЕСКД (единая система конструкторской документации).
Это набор нормативов, регламентирующий оформление документов – чертежей, спецификаций, технических условий и пр. Если все рабочие документы выполнены в соответствии с требованиями нормативной документации, будут указаны все обозначения резьбы, сварки и пр.
, то допустить брак при изготовлении детали будет сложно.
Общие принципы
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом , при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.
Рекомендуем! Резка металла кислородом и пропаном
Принцип выбора типа шва и способа сварки
В основе любой разработки лежит набор определённых расчетов, определенные в техническом задании на разработку. То есть при выборе типа стыка и способа его получения конструктор должен провести все необходимые прочностные и силовые расчеты, которые должны определить толщину свариваемого металла, геометрические параметры соединения.
В результате расчетов, будет определен и способ сварки, например, дуговая сварка под защитными газами или традиционная ручная сварка с использованием электродов. В зависимости от этого, конструктор должен обратиться к ГОСТ, в которых содержится вся необходимая информация.
Каждый конструктор знает, что отечественными ГОСТ определено пять типов швов:
стыковые – С;
нахлесточные – Н;
тавровые – Т;
угловые – У;
торцовые.
Каждый из указанных стыков может быть применен в зависимости от требований к конструкции получаемого узла. Подробнее о типах и видах сварных швов и соединений читайте здесь.
Кроме, указанных в скобках буквенных обозначений, существуют дополнительные (вспомогательные) знаки, которые призваны обеспечить полноту информации о сварном шве.
Дополнительные( вспомогательные) знаки
В ГОСТ 5264-80 и ГОСТ 14771-76 показаны основные виды сварных соединений, их обозначение и допустимые размеры. К примеру, тавровый сварной шов, выполняемый из листовой стали толщиной от 8 – 100 мм имеет обозначение сварного шва на чертеже – Т8.
| Форма подготовленных кромок |
Условное обозначение сварного соединения
В этих же документах указаны обязательные к исполнению размеры, например катета шва. Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
В случае если конструктор принял решение об использовании нестандартного шва, то его размеры необходимо указать полностью
Полное обозначение шва на чертежах
Структура обозначения стандартного шва
В пронумерованных ячейках разработчик должен указать главные характеристики шва.
Так, в первой ячейке необходимо показать дополнительные знаки, изображенные на рисунке. Во второй конструктор прописывает ГОСТ на метод сварки. В третьей, должно быть, записано обозначение шва, например, Т4. Далее, должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
Данными размещенные на чертежах служат основанием для контроля готовой продукции. То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
Если в изделии используется множество однотипных стыков, то конструктор вправе составить таблицу соединений деталей с указанием параметров сварки и номера шва.
Использование САПР в работе конструктора
Источник: https://svarkagid.ru/tehnologii/kak-oboznachaetsya-svarka-na-chertezhah.html
Обозначение сварки на чертежах по ГОСТ: примеры и расшифровка таблицы
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Обозначение сварных швов на чертежах
Сварные конструкции часто используются в строительной сфере, так как данный метод соединения является самым востребованным. Во время проектирования рассчитывают нагрузки, которые сможет выдержать как вся конструкция, так и отдельная ее часть. Каждый метод имеет свои преимущества и недостатки, поэтому, во время составления проекта рассматривают, какой из них больше всего подойдет для конкретного случая.
Если выбор падает на сварку, то здесь также определяется, какой из ее видов будет наиболее подходящим. В готовом проекте на чертеже имеются все необходимые для сварщика обозначения, чтобы он смог сделать правильный вариант металлоконструкции. Специалисты рассчитывают все относительно особенностей пространственного положения, количества сторон соединения и других параметров, поэтому.
От мастера остается только воплотить все в жизнь.
Сварочный шов
Для этого существуют обозначение сварочных швов на чертежах, каждый из которых несет подробную информацию касательно выполнения заданных мест крепления на металлоконструкции. Специалисты должны разбираться во всех их особенностях, чтобы правильно выполнять поставленные задачи.
От этого зависит успех построения изделия, особенно, если речь идет о сложных конструкциях. Здесь обозначается пространственное положение, тип шва и прочие особенности.
Таким образом, любой мастер сможет сделать точно запланированную конструкцию, ориентируясь по тому, какое обозначение сварного соединения на чертеже имеется.
ГОСТы
Главный ГОСТ для обозначений является 2317-72 – Условные изображения и обозначения сварных швов. Помимо этого еще есть:
- 21.502-2007 – Правила исполнения проектной документации по созданию металлических конструкций;
- Обозначение сварных швов на чертежах ГОСТ 5264-80 – Ручная электрическая дуговая сварка, а также сварные соединения.
- Обозначение сварных швов на чертежах ГОСТ 14771-76 – Дуговая сварка в среде защитных газов, а также сварные соединения.
Вспомогательные знаки
На чертежах зачастую имеются специальные вспомогательные знаки, которые помогают сокращенно обозначить требуемую информацию. Их не так уж много и все они, вместе с расшифровкой значения, приведены ниже:
| № | Изображение вспомогательного знака | Информация обозначения данного знака | Где должен располагаться приведенный вспомогательный знак на линии выноски |
| Сверху линии | Снизу линии | ||
| 1 | Требуется снять усиление шва | ||
| 2 | Имеющиеся неровности и наплывы требуется обработать, чтобы создать плавный переход от валика шва до основного металла | ||
| 3 | Шов необходимо делать во время монтажа изделия, то есть при установке делается все на месте применения | ||
| 4 | Создание точечного или прерывистого шва с цепным расположением шва. Угол наклона должен составлять 60 градусов | ||
| 5 | Создание точечного или прерывистого шва с шахматным расположением шва. | ||
| 6 | Создание шва по замкнутой линии. Диаметр такого знака на чертеже составляет от 3 до 5 мм. | ||
| 7 | Создание шва по не замкнутой линии.Данный знак используется, если место расположения сварного соединение оказывается ясным из чертежа. |
Источник: https://svarkaipayka.ru/tehnologia/drugoe/oboznachenie-svarnykh-shvov-na-chertezhakh.html
Как обозначается сварное соединение на чертеже — Эксперт по технике
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Обозначение сварных соединений на чертежах
Согласно ЕСКД, разделу об общих правилах выполнения чертежей и ГОСТу 2.312-72 условные обозначения швов сварных соединений выполняются по четко установленным международным стандартам для всей конструкторской документации. Обозначения являются универсальными для всех областей промышленности и строительства.
Табличные данные с иллюстрациями соединений, со знаками их условных обозначений облегчают восприятия характеристик швов и рекомендаций к их обработке.
Условное обозначение видимых и невидимых швов
- над полкой – видимый;
- под покой – невидимый.
Обозначения видов сварок:
- электродуговая – Э,
- газовая – Г,
- контактная – Кт,
- в среде защитных газов – 3.
Условное обозначение сварного шва:
Согласно изображению:
- №1 – Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- №2 – Буквенно-цифровое обозначение, ГОСТ.
- №3 – Стандарт или тип, условный графический знак.
- №4 – Размер швов в сечении, длина катета.
- №5 – Знак углового шва с указанием длины участка.
Таблица 1
| Знак | Значение знака | Расположение знака |
| Прерывистый шов,шахматный шов | ||
| прерывистый или точечный с цепным расположением |
- №6 – Вспомогательный знак для обозначения обработки.
Таблица 2
| Знак | Значение знака | Расположение знака |
| по не замкнутой линии | ||
| Наплывы и неровности обработать с плавным переходом к основному металлу | ||
| Выпуклость снять |
- №7 – Обозначение для вспомогательного шва.
Таблица 3
| Знак | Значение знака | Расположение знака |
| по замкнутой линии | ||
| исполняется при монтаже изделия |
Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования:
- основные и вспомогательные знаки указываются сплошными тонкими линиями;
- знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
| Виды соединений | Изображение |
| Стыковое соединение (С) | заготовки примыкают друг к другу торцевыми поверхностями и находятся в одной плоскости |
| Угловое соединение (У) | при котором угол примыкания кромок свыше 30° между поверхностями соединяемых деталей |
| Тавровое соединение (Т) | при котором детали сопрягаются под углом 90 градусов |
| Нахлесточное соединение (Н) | при котором детали частично перекрывают одна другую и параллельны между собой |
| Прорезное соединение | у заготовок делается фрезеруется прорезь и одна деталь заходит в другую |
| Соединения с электрозаклепками | применяется для выполнения угловых, стыковых, нахлесточных и тавровых соединений |
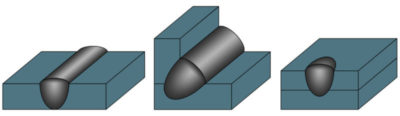
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.
Выпуклые швы практически всегда нуждаются в дополнительной обработке – снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
| Виды швов | Иллюстрация | Условное обозначение | Характеристики |
| Нормальные(плоские) | Экономичны.Хорошо работают при нагрузках. | ||
| Вогнутые | Экономичны.Хорошо работают при динамических нагрузках. | ||
| Выпуклые | Наплыв выпуклого металла является не экономичным. |
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
| Характер шва | V – образные | ||
| Без скоса | Со скосомодной кромки | Со скосом двух кромок | С двумя симметричными скосами двух кромок |
| Односторонний | |||
| Двусторонний | |||
| Односторонниес прокладкой |
Швы угловых соединений (форма, обозначение, пример)
Таблица 7
| Характер шва | Без скоса |
| Односторонний | |
| Двусторонний | |
| Односторонний впритык | |
| Двусторонний впритык |
Швы тавровых соединений (форма, обозначение, пример)
Таблица 8
| Характер шва | Без скоса |
| Двусторонний | |
| Двусторонний шахматные |
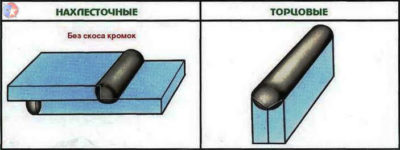
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний | |
| Односторонний прерывистый |
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.
В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок – предотвращает прожог и протекание металла, параллельность кромок – гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Условные обозначения швов с разной ориентацией двух свариваемых деталей и различным скосом кромок
Таблица 10
| Общий тип шва и используемой кромки | Иллюстрация шва и условный символ для обозначения соединения |
| С отбортовкой | |
| Без скоса | |
| С односторонним скосом | |
| С односторонним скосом одной кромки(HV) | |
| С односторонним скосом двух сторон(Y) | |
| С односторонним скосом одной стороны(HY) | |
| С односторонним криволинейным скосом двух сторон(U – шов) | |
| С односторонним ломаным скосом двух сторон | |
| Подварочный |
Правильное обозначение указанное в конструкторской документации это залог качественной работы инженеров технологов и специалистов – сварщиков, ведь только благодаря корректному отображению условных обозначений, они смогут воплотить выполненную на чертеже задумку конструктора в металле.
Источник: https://elsvarkin.ru/texnologiya/oboznachenie-svarnyx-oedinenij-na-chertezhax/
Правила обозначения швов на чертежах по ГОСТу
Сварка является наиболее популярным способом соединения металлов различного типа. Если к домашним работам не предъявляются строгие требования к типу и правильности соединений, то промышленные работы выполняются под контролем на всех стадиях – от проверки проектной документации до неразрушающих методов контроля готового соединения.
Еще 20 лет назад читать сварочные чертежи могли лишь технологи и руководители работ, однако стремительное развитие технологий привело к тому, что круг лиц с данным навыком существенно расширился.
Грамотное обозначение сварных швов на чертежах – залог качественного выполнения работ. Квалифицированный сварщик обязан уметь читать проектную документацию и обладать знаниями об условных обозначениях в них.
Что такое сварной стык?
Процесс неразъемного соединения сопровождается высокотемпературным воздействием на поверхность отдельных элементов. Место образования шва называется сварным стыком.
Типы швов и их расшифровка
Обозначение сварочного шва на чертеже и их расшифровка зависит от типа соединения. К основным способам соединения относят:
- Стыковой шов. Характеризуется торцевой стыковкой деталей. В случае необходимости, можно произвести предварительную подготовку кромок. На чертежах обозначается буквой «С».
- Нахлесточный шов. Данный тип подразумевает параллельную стыковку элементов с частичным заходом друг на друга относительно плоскости сваривания. Имеет обозначение «Н».
- Тавровый шов. В этом случае к плоскости одной детали под определенным углом приваривают торцевую часть второй заготовки. В технической документации маркируется как «Т».
- Угловой. Следуя из названия, детали сваривают под углом в 90º, с предварительной подготовкой кромок или без нее. Обозначается буквой «У».
- Торцовой. Данный метод соединяет элементы с соосным расположением. При этом торцевая часть является зоной наплавки присадочного материала.
Наплавку могут осуществлять только с одной стороны. В этом случае шов называют односторонним. Двустороннее соединение подразумевает сварку с двух сторон.
Необходимость обозначения
Все современные строительные и промышленные конструкции состоят из множества элементов. От качества монтажа зависит надежность и срок эксплуатации объекта. Обозначение сварки на чертежах по ГОСТ является основным требованием к любой проектной документации.
После изучения чертежа опытный специалист получит следующую информацию:
- Используемые материалы.
- Предварительная подготовка и необходимые допуски.
- Способ стыковки и его геометрические параметры.
- Прочность шва и его качественные характеристики.
- Форма и размер наплавочной смеси.
- Герметичность соединения.
- Очередность выполнения монтажа.
- Характер финишной обработки плоскости.
Изображение сварных швов на чертеже
Для стандартизации сварки разработана система ЕСКД – единая система конструкторской документации, в которой указаны все возможные обозначения, а также требования к оформлению нормативной документации. Данной системой предусмотрено взаимодействие всех участников технологического процесса. Номер межгосударственного стандарта, содержащего основные требования к графическим обозначениям – 2.312-72.
Согласно требованиям данного стандарта, все сварочные соединения изображают следующим образом:
- Наружный шов. Обознается сплошной линией основного типа. Обязательно наличие выносной линии со стрелкой, которая указывает на шов.
- Многопроходное соединение. В этом случае на изображении должны быть контуры зоны контакта со специальными обозначениями.
- Нестандартные швы. В документ вносят всю информацию, необходимую для качественного выполнения работ.
Выносная линия показывает не только место будущего соединения. При помощи вспомогательных знаков уточняется следующая информация:
- характер шва;
- тип обработки;
- требования к монтажу;
При этом отсутствуют требования к применяемому сварочному оборудованию – это может быть как аппарат для ручной дуговой сварки, так и автоматическая контактная линия система.
Очередность расположения информации на выноске имеет следующий вид:
- Информация по замкнутой линии.
- Номер межгосударственного стандарта.
- Порядковый номер соединения.
- Технология выполнения работ.
- Катет шва.
- Величина точечных швов.
- Дополнительные обозначения.
После второй позиции информацию разделяют с помощью дефиса.
Вспомогательные знаки
С помощью вспомогательных знаков указывают следующую информацию:
- Требование ликвидировать выпуклость шва после проведения работ.
- Необходимо обеспечить плавный переход на базовую плоскость, путем ручной или механической обработки всех неровностей.
- Сварку выполняют по незамкнутой линии.
- Стык должен иметь замкнутый контур.
- Сварочные работы выполняются после проведения монтажа заготовки.
- Тип шва – прерывистый или точечный, с цепным расположением.
- Соединение выполняют в шахматном порядке.
Варианты обозначения сварного шва и требования к выполнению работ имеют следующую маркировку:
- «А». Работы выполняются с помощью автоматической установки под слоем флюса, без предварительной проварки стыка. Подкладка или подушка должны отсутствовать.
- «Аф». Автоматическая сварка под флюсом с использованием специальной подкладки на его основе.
- «ИН». Работы выполняются с применением тугоплавкого электрода в среде защитного газа. Здесь идет речь о материалах из вольфрама. При этом дополнительный присадочный материал не используется.
- «ИНп». Сварка в среде защитного газа с использованием присадочных материалов.
- «ИП». Сварка электродной проволокой в среде защитного газа.
- «УП». Работы в среде защитного газа, в качестве которого выступает углекислый газ.
- «Г» Газосварочная технология.
- «Э» Электродуговая сварка.
- «З» Работы следует выполнять в среде защитного газа.
Техническая аббревиатура
Изучение обозначений видов соединения на чертежах по ГОСТам – обязанность каждого сварщика, который желает достичь уровня профессионала. Для получения столь необходимого навыка существует два рабочих метода:
- Изучать все межгосударственные стандарты, которые имеют отношение к проектно-технической документации. Помимо ГОСТа 2.312-72, который был рассмотрен выше, имеется еще два стандарта: 5264-80 и 14771-76.
- Рассматривать подачу информации на примере готовых чертежей. Это поможет постепенно углублять свои знания, с необходимой скоростью и интенсивностью. Дополнительное преимущество данного метода в том, что документация будет содержать только ту информацию, которая нужна сварщику.
Условные обозначения соединений. Примеры
В качестве примера используем следующий чертеж:
Расшифровка:
- Первый символ говорит о том, что сварочные работы следуют производить после монтажа заготовок.
- Номер межгосударственного стандарта указывает, что в данном случае применяется ручная дуговая сварка.
- C 13. Стыковой тип соединения с односторонним изгибом фаски.
- Следующий символ требует ликвидировать выпуклость шва после проведения работ. Знак, расположенный под выносной линией говорит о том, что обработку следует провести с двух сторон.
- Rz20. Требуемая шероховатость наружной части. Данный параметр соответствует 3 классу чистоты поверхности, согласно ГОСТу 2789-59.
- Rz80. Требуемая шероховатость обратной стороны. Данный параметр соответствует 1 классу чистоты поверхности, согласно ГОСТу 2789-59.
Структура обозначения
Сварку на чертеже обозначают следующим образом:
Расположение уточняющей надписи указывает на тип соединения:
- Сверху. Указывает на лицевое расположение шва.
- Снизу. Сварка выполняется с обратной стороны.
- С двух сторон. В данном случае применена двухсторонняя сварка.
Рассмотрим структуру расположения маркировочных знаков:
- В первой колонке указывается контур замкнутости шва, а также монтажные условия, предъявляемые к соединению.
- Номер межгосударственного стандарта, согласно которого выполняют работы.
- Порядковый номер по проектно-технической документации. Содержит как буквы, так и цифры.
- Дефис, которым необходимо разделять все последующие позиции.
- Здесь указывается технология выполнения соединения (с помощью электродуговой или газовой сварки, в среде защитного газа и под слоем флюса). Данная позиция не является обязательной к заполнению.
- Величина углового катета. Указывается в миллиметрах.
- Размер прерывистого шва.
- Место расположения вспомогательных обозначений.
- Класс чистоты поверхности, в случае необходимости ее обработки.
Упрощения
На изготовление даже самой простой конструкции необходимо подготовить соответствующую документацию. Если на чертеже все швы выполнены по одному стандарту, информацию вносят в пояснительную записку.
Кроме того, допускаются и другие упрощения, согласно рекомендациям ГОСТа 2.312-72:
- Если все швы на чертеже не отличаются по типу и расположены на одной стороне, им не присваивается порядковый номер. Они обозначаются линиями-выносками без полок.
- При изготовлении симметричной детали разрешено обозначать швы лишь на одной из ее сторон.
- Некоторые чертежи содержат несколько одинаковых элементов, которые приваривают с помощью одного и того же способа. В этом случае линией выноской разрешено отмечать лишь одну из составных частей. Важно, чтобы обозначенный элемент имел порядковый номер.
- В отдельных случаях разрешено заменить выносную линию указанием в пояснительной записке к чертежу. Это допускается при условии точного определения расположения шва, а также указания его технических и качественных характеристик.
Использование САПР
В настоящее время все чертежи выполняют с помощью специального программного обеспечения. Разработчики предлагают множество продуктов, среди которых наибольшую популярность приобрели следующие программные комплексы:
- AutoCAD;
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oboznacheniya-shvov-na-chertezhah-po-gostu.html
Гост на сварные соединения: параметры сварных швов, указанные в таблицах стандарта — Станок
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Что такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.
Сварной стык
Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.
Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.
https://www.youtube.com/watch?v=qBf24cIxYuU
Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Скачать ГОСТ 2.312-72
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.
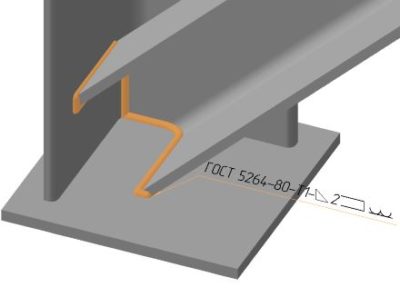
Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.
Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
| Поперечное сечение стыка | а) Указание лицевой стороны стрелкой | б) Обратная сторона |
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.
В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Источник: https://stankiexpert.ru/spravochnik/svarka/oboznachenie-svarnykh-shvov-na-chertezhakh.html