Как варить чугун инвертором — Эксперт по технике

Существует две группы чугунных сплавов: белые и серые сплавы. Первые сварке не поддаются, работать со вторыми можно. Следует учитывать, что повышенное содержание углерода не всегда позволяет получить качественное соединение. Поэтому, если возможно, рекомендуется усилить стыки при помощи шпилек, болтов или хомутов.
Какие электроды выбрать
Для сварки чугуна в России выпускают специальные покрытые электроды:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6.
Электроды, произведённые в России по лицензии:
- ESAB OK Ni-CI;
- ESAB OK NiCrFe-2;
- ESAB OK Ni-1.
Примерная стоимость электродов ESAB на Яндекс.маркет
Имеются импортные аналоги. Компания UTP также даёт подробные рекомендации по использованию своих материалов:
- UTP GNX-HD – обеспечивают стабильную дугу даже при малом токе, небольшое образование брызг, плавный перенос основного металла, швы не склонны к образованию разломов и трещин, хорошо подвергаются механической обработке. Варить нужно на короткой дуге, не перегревая заготовки. При работе с чугунными сплавами, склонными к подкалке, рекомендуется вести сварку маленькими валиками с последующей проковкой. Сварку в вертикальном и потолочном положениях лучше вести на переменном токе;
- UTP 85 FN – применяют для сварки и наплавки любых (кроме белых) марок чугуна, особенно с шаровыми графитовыми вкраплениями (пример: ВЧ 42-12 – ВЧ 60-2 ) и для соединения этих материалов со сталями и литыми заготовками. Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
- UTP 86 FN – ферро-никелевый электрод с биметаллическим сердечником для сварки чугунных сплавов без подогрева. Используют для соединения и наплавок ряда типов (марок) чугуна: пластинчатого серого GG 10 – GG 40 (СЧ 10 – СЧ 40), высокопрочного (с шаровым графитом) GGG 40 – GGG 70 (ВЧ 42-12 – ВЧ 70-2), ковкого GTS 35 – GTS 65, а также для сварки этих сплавов с иными или сталей с литыми сталями;
- UTP 8 – для сварки «холодным» методом. Применяемость: серые, ковкие, сверхпрочные чугуны. Литые стальные сплавы. Соединение со сталью, медью и медными сплавами. Лучше всего применять для работы за один проход, нанесения (или наплавке) коренного шва при многослойных способах. Также можно заваривать трещины на старых промасленных чугунных деталях при восстановительных и ремонтных работах.
Ряд сварщиков предпочитает использовать для сварки (и наплавок) чугунов обычные электроды по нержавейке, например:
- ЭА-400/10У;
- ЭА-395/9;
- ЦЛ-11;
- ЦТ-15;
- ОЗЛ-6;
- НЖ-13;
- НИИ-48Г.
Но часто также используют УОНИ 13/55. Это самый бюджетный вариант. Иногда стержень предварительно обматывают медной проволокой.
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
В каждом конкретном случае требуется подбирать электроды в зависимости от марки чугуна. Если узнать состав сплава невозможно, то необходимо заварить образец, провести испытания с учётом условий эксплуатации.
Подготовка материалов к сварке
Электроды требуется тщательно просушить. Если в условиях производства для этого используют специальные печи, то в домашней обстановке можно оставить электроды в обычной духовке на несколько (3-4) часов, выставив максимальную температуру.
Чаще всего из чугуна делают литые детали – элементы автомобилей, станков. Лопнувшие элементы нужно предварительно обработать:
- Промыть от грязи, масла.
- Просушить.
- Разделать кромки с помощью болгарки так, чтобы очистить поверхности от графита.
- Острые кромки притупить зачистным кругом для предотвращения возникновения напряжений по время сварки.
Перед началом рекомендуется обезжирить поверхности ацетоном.
Настройки сварочного аппарата
При настройке аппарата рекомендуется учитывать информацию, указанную производителем электродов на коробках. В таблице на пачке всегда указывается род сварочного тока (переменный или постоянный), положение шва (нижнее, верхнее), величина силы тока.
Обратная полярность – минус – крепится на деталь, прямая – на электрод.
Процесс сварки
Для соединения двух чугунных деталей их нужно сложить на верстаке или сварочном столе, желательно зафиксировать при помощи струбцин, зажимов, специальных приспособлений для уменьшения вероятности появления деформаций. Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Горячий способ с предварительным подогревом
Полностью соблюсти технологию сварки в домашних условиях сложно из-за необходимости прогрева деталей до высоких температур. Принцип метода описан в ГОСТ 30430-96:
- Собирают изделие на прихватки.
- Свариваемые элементы нагревают до 400-600 градусов.
- Производят сварку, тщательно перемешивая расплавленный металл. Важно не прерывать процесс до того, как графит не сгорел в сварочной ванне. В конце нужно вывести электрод за пределы стыка и прервать сварку на основном металле.
- После этого деталь снова нагревают и дают ей медленно остыть.
Для контроля над температурным режимом используют термокарандаши, плавящиеся при определённых температурах (ставят метки на чугуне) или переносные пирометры. Чтобы изделие медленно остыло, его помещают в песок.
При необходимости сварки чугуна в домашних условиях можно нагревать детали при помощи газового резака или горелки.
Холодный способ без подогрева
Универсальный способ подойдёт для применения в полевых условиях – в гараже или на даче. Но для осуществления сварки необходимо использовать соответствующие электроды. Суть процесса:
- После подготовки детали размещают на верстаке, если нужно – закрепляют.
- Нужно сделать несколько прихваток, дать материалу остыть. Проверить размеры изделия.
- Варить следует небольшими участками, избегая перегрева. Шлак после остывания нужно удалять, обрабатывать корщёткой до металлического блеска.
При появлении дефектов – трещин, свищей, пор – нужно удалить их с применением зачистного круга. Произвести сварку вновь.
Ошибки, которые часто допускают при сварке чугуна. Советы
Разные чугуны свариваются по-разному. Некоторые сплавы соединить невозможно. Типичные ошибки:
- Слишком большой ток – при сварке металл сильно кипит, после кристаллизации слышны щелчки, появляются трещины на поверхности шва.
- Высокая скорость сварки – образуются горячие и холодные разломы из-за того, что металл слишком быстро остывает. Часто ошибку допускают при использовании «холодного» способа. Рекомендуется варить небольшими швами с разных сторон, переворачивая деталь.
- Мало тока – шов плохо формируется, кромки недостаточно проплавляются.
Даже если видимых дефектов не замечено, это не значит, что деталь сварена надёжно. Ответственные соединения нужно проверять: на изгиб, растяжение.
Для получения качественного стыка также используют резьбовые гужоны – стальные стержни с резьбой. Их вкручивают в стыки свариваемых деталей так, чтобы они удерживали обе части. После этого торчащие головки срезают. Важно подготовить детали под сварку заранее, до установки гужонов, затем поставить прихватки и обварить изделие. Гужоны рекомендуется вкрутить таким образом, чтобы будущий сварочный шов как следует соединил их с чугуном.
При заварке трещин применяют метод рассверливания концов разлома. Это предотвращает появление его снова. Нужно отступить от краёв на 5-10 мм, сделать отверстия диаметром 5-6 мм.
Сложность сварки чугуна в домашних условиях заключается в том, что в сплаве повышенное содержание углерода (более 2,14%). После сварки шов получается более пластичным, чем околошовная зона. Из-за этого образуются трещины, разломы. Соблюдение технологии может помочь добиться надёжного соединения. Если «холодным» способом не удаётся получить приемлемый результат, рекомендуется попробовать «горячий» метод.
Источник: https://kumselstroy.ru/drugie/kak-varit-chugun-invertorom.html
Как варить чугун электросваркой — технология и особенности

Сварщик — это специалист, который может соединять различные металлы под разные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными.
Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов.
Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.
Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест. Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы. В подготовку включается:
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом. В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.
Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна.
Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин.
Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца.
Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов.
Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Источник: https://svarkalegko.com/tehonology/svarka-chuguna.html
Можно ли в домашних условиях сварить чугун электросваркой и как это сделать
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
Сваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Источник: https://metalloy.ru/obrabotka/svarka/chuguna-elektrosvarkoj
Сварка чугуна электродом в домашних условиях — правильная технология
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких.
Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам.
Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков.
Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.
Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Рекомендуем! Сварка инвертором тонкого металла
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
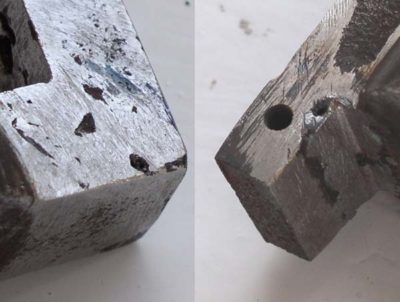
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Разделка трещины при сварке чугуна
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы.
Каждый слой, еще на горячую, нужно проковывать молотком.
Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Рекомендуем! Как сварить ПВХ ткань своими руками
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда.
Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами.
Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Источник: https://svarkagid.ru/tehnologii/kak-varit-chugun-elektrosvarkoj.html
Технология сварки чугуна электродами. Описание процесса
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая.
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс: острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
Сам процесс:
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
- ЦЧ-4;
- ОЗЧ-2;
- ОЗЖН-1;
- МНЧ-2.
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
(3 3,33 из 5)
Источник: https://plavitmetall.ru/svarka/kak-varit-chugun-elektrosvarkoj.html
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
Источник: https://svarkaprosto.ru/tehnologii/svarka-chuguna-elektrodom
Как заварить чугун электросваркой — Металлы и их обработка
Методы работы с чугуном имеют свои особенности. Они имеют ряд свойств, в отличных от стали. Сварка чугуна электродом может вызывать некоторые сложности у начинающего мастера или самоучки. Как варить чугун электросваркой – узнаете из этой статьи.
Подготовка к сварке
Первое действие – зачистить металл. Это делается болгаркой. Используется насадка, которая называется лепестковым кругом. Допускается использование и других насадок. Затем поверхность обезжиривается растворителем, например, ацетоном.
Если обрабатывается трещина, то она зачищается до ее окончания, делаются отверстия радиусом 5 мм.
Подготовка к работе имеет особенности:
- использование шпилек (состоят из стали, диаметр составляет 40% и меньше от толщины чугуна);
- разделка кромок (придается шаровидная форма);
- использование особых электродов.
Кроме особенностей и нюансов, будет рассказано, как правильно варить чугун.
Технология сварки
Специалисты выделяют 3 технологии электросварки:
- холодная;
- полугорячая;
- горячая.
При наплавке шва мастер должен учитывать следующие моменты.
- Не стоит быстро охлаждать поверхность детали. При выполнении мастером стыковки совместно со сталью продлевается интервал охлаждения последней. Для этого посыпают поверхность детали углем или сухим песком. Быстрое уменьшение температуры чревато возникновением трещин.
- Жидкому состоянию чугуна свойственна текучесть. Это следует учитывать во время работы.
- При сварке TIG необходимо обеспечивать плотный шов. Сложным считается электросварка двух неоднородных металлов. При проведении действий стоит учитывать свойства всех задействованных материалов.
Профессиональные сварщики строго выполняют технологию сварки чугуна электродами. Они ознакомлены со всеми документами, в которых описан процесс и алгоритм работы с чугуном и другими металлами. Перед ними не стоит вопрос о том, как заварить чугун.
Для инвертора (источник тока) используются электроды. Их можно приобрести или создать самостоятельно.
Характерные свойства реконструкции чугунных деталей электросваркой состоят из следующих моментов:
- Подготовка поверхности – удаление недостатков. Это делается вручную или механически. Если повреждения находятся на расстоянии больше 20 мм друг от друга, их удаляют отдельно. При нахождении ближе их стоит удалить вместе.
- Важно правильно определить состав металла, от этого зависит спектр всех работ. Опытный сварщик выявляет, насколько материал устойчив к тепловому воздействию. Серый чугун поддается к обработке лучше, дополнительные меры предпринимаются при потемнении металла. Черный хуже всех поддается электросварке. Если материал промаслен, то вопрос «как сваривать чугун» отпадает. Это становится невозможным. Ковкий чугун разогревается перед произведением действий над ним, другие варианты не приведут к желаемому результату.
- Для поддержания качественной сцепки шва в некоторых случаях применяются стальные шпильки: в обрабатываемую поверхность вставляется их необходимое количество. Они помогают усилить сварной шов, снизить долю углерода в материале шва. Объем графита в электроде стоит контролировать самостоятельно.
- При проведении сварочных манипуляций необходимо, чтобы немного расплавленного материала находилось в сварной ванне. При осуществлении задачи его равномерно перемешивают.
- Для сварки могут пригодиться присадочные прутки из чугуна.
- При завершении деталь покрывается слоем песка или измельченного угля, чтобы предотвратить быстрое остывание. Качество проверяется визуально. На шве не должно остаться непровареных мест. Если выявлены неточности, прожоги и трещины, поверхность зачищается, действия выполняются повторно. При соединении чугуна с другими металлами накладывается двойной шов.
Допускается использование детали после охлаждения.
Электроды для сварки
При совершении действий над сплавами возникают вопросы: можно ли варить их, как сочетать различные металлы. Опытные мастера знают, как варить чугун так, чтобы деталь прослужила долго.
В процессе электросварки обычным электродом сгорает углерод сплаве, поэтому часто в электрод дополнительно добавляется графит. Широкое распространение получили материалы, которые содержат никель и медь. Использование такого рода материалов оправдано их свойствами.
- Никель растворяется в железе. Образовавшийся шов не закаляется, получается податливым для последующей обработки.
- Медь не растворяется в железе, а образует очень прочный шов. Мастера специально выбирают этот вид, чтобы добиться высокой прочности.
Современный рынок предлагает десяток различных электродов, которые имеют уникальные свойства. Они употребляются в подходящих ситуациях.
Распространенные марки электродов:
Последний вид помогает получить добротный шов. Он используется для холодной и горячей сварки.
Первый вариант хорошо зарекомендовал себя при использовании во время холодной сварки, а также для соединения швом чугуна и стали.
Электрод в своем составе может иметь такие вещества, как:
- ферросицилий;
- термит;
- мрамор;
- алюминий;
- жидкое стекло;
- титановый порошок.
Вместо электрода иногда применяется присадочная проволока. Она имеет графитовый стержень.
Резка
Выделяют 2 вида резки чугуна – термический или механический. Рассмотрим несколько способов:
- резка с помощью болгарки является простым методом;
- при необходимости разрезать трубы используют труборезы;
- сабельная пила;
- резка при помощи электрода;
- газокислородная резка;
- плазменная резка.
Вариантов много, в домашних условиях чаще всего используется болгарка.
Как варить чугун инвертором — Ковка, сварка, кузнечное дело
Чугун – сплав железа и углерода, который очень плохо варится по причине содержания там второго компонента в объёме от 2% до 6% (сталь имеет тот же химический состав, но углерода в ней до 2% и она прекрасно варится). Учёные и инженеры разработали технологические процессы, которые позволяют производить сварку чугуна при помощи сварочного инверторного аппарата .
| Внешний вид сварочного инвертора «Строитель 300Р». | Внутреннее устройство сварочного инвертора «Строитель 300Р». |
Ответ на вопрос «как варить чугун инвертором» начнём с рассмотрения ситуаций, в которых возникает необходимость сварки чугунных деталей. И разберёмся: в чём заключается сложность сварки этого сплава.
Необходимость сварки чугуна и в чём её сложность
Ситуации, в которых необходима сварка чугуна, представлены в таблице.
В каких случаях требуется сварка чугуна.
Процесс сварки чугунных деталей осложняется тем, что сваренное соединение (шов) может получиться низкого качества. Вызвано это двумя причинами:
- в районе шва происходит насыщенная закалка металла, который и без того имеет низкую пластичность. В результате этого повышается его хрупкость, приводящая к образованию трещин в процессе усадки сварочного шва;
- на сварочном процессе отрицательно сказывается соединение кислорода и углерода с последующим образованием окиси углерода. Это приводит к тому, что шов становится очень пористым.
Использование инвертора для сварки чугуна помогает решить очень многие проблемы. Сначала давайте разберёмся, какие электроды следует использовать.
Какими электродами можно варить чугун
Особенности сварки деталей из чугуна сварочным инвертором требуют применения преимущественно электродов на базе следующих металлов:
Как осуществляется сварка чугуна этими электродами показано на рисунке.
Порядок заполнения разделки трещин.
Для сварки чугуна инвертором применяются специальные электроды и очень важно их правильно выбрать. Давайте в этом разберёмся.
Электроды марки ЦЧ-4 применяются для:
- горячей и холодной сварки чугуна;
- заделки дефектов;
- ремонтной наплавки.
Эти же электроды используются для сварки стали с чугуном. Они позволяют наплавлять 12 слоя на изношенные детали из чугуна, подготавливая их под дальнейшую наплавку другими сварочными электродами.
Технические требования при выполнении сварки инвертором при помощи электродов ЦЧ-4 (далее – требования):
- сварка выполняется в нижнем положении шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-2 применяются для:
- холодной сварки ковкого и серого чугуна;
- устранения дефектов литья и наплавки.
Требования:
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-6 применяются для:
- холодной сварки ковкого и серого чугуна;
- проведения ремонтных работ тонкостенных изделий.
Требования:
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки МНЧ-2 используются для;
- холодной сварки чугуна;
- заваривания дефектов литья;
- наплавки на детали из ковкого, серого и высокой прочности чугуна. Наплавленный металл имеет высокую плотность. Поэтому, обычно такие электроды применяются при ремонте ответственных объектов, требующих высокого качества сварного шва.
Требования:
- сварка выполняется в вертикальном, нижнем и ограниченно потолочном положениях шва;
- процесс осуществляется на обратном токе.
Параметры сварки чугуна электродами без подогрева.
Электроды марок ОЗЖН-1 и ОЗЖН-2 используются для сварки высокопрочного и серого чугуна с выполнением многослойной заварки крупных дефектов и наплавлением больших объемов металла. Они обычно используются совместно с электродами марок МНЧ и ОЗЧ: при помощи последних выполняются первый и последний слои шва, а промежуточные – при помощи электродов ОЗЖН.
Требования:
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-4 используются для сварки высокопрочного и серого чугунов. Они дают возможность наплавлять и сваривать последние слои поверхности, обеспечивая при этом износостойкость и высокое качество наплавленного слоя, делая его высокотехнологичным и ударопрочным.
Требования:
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
В настоящее время существуют другие модели и разрабатываются новые типы сварочных электродов, которые применяются при сварке чугуна. Качество сварного шва во многом зависит от правильно выбранных инвертора и сварочных электродов.
Подготовка чугунных заготовок к сварке
Вне зависимости от марки используемого сварочного оборудования (инвертора и электродов) и выбранной технологии сварки, подлежащие сварке заготовки должны пройти подготовку. Заключается она в устранении дефектных участков и обработке определённым образом свариваемых кромок.
Варианты разделки кромок.
Дефектные участки заготовки следует разделывать до незапятнанного металла. Кромки следует удалить таким образом, что бы обеспечить максимально комфортные рабочие условия. При обработке используется следующий инструмент:
- переносной наждачный круг;
- шаберы;
- сверла;
- шарошки и т. д.
Можно использовать слесарное зубило и им стесать кромки. Что бы предотвратить отколы при использовании этого инструмента, следует срубать металл тонкими слоями.
При подготовке и разделке дефектных мест следует выполнять следующие требования:
- операция производится исключительно по трещине;
- что бы предотвратить увеличение размеров несквозных трещин при обработке, на расстоянии 10 им от их концов просверливаются отверстия. Их диаметр должен на 12 мм превышать ширину трещины;
- разделка сквозных трещин выполняется с одной либо с двух сторон (в зависимости от марки и толщины чугуна);
- заделка пробоины производится следующим образом:
- сглаживаются края;
- срубаются при помощи зубила остроугольные выступы;
- пробоину рекомендуется ремонтировать в следующей последовательности. Наждачным кругом производится зачистка поверхности на расстояние до 30 мм от краев пробоины. Из листовой низкоуглеродистой стали вырезается заплатка. Её размеры должны быть таковы, что бы она перекрывала пробоину примерно на 1520 мм. С целью снижения напряжений, возникающих в металле в процессе сварки, края заплатки отбортовывают на 30°. Заплатка размещается отбортованной частью к чугуну и приваривается внахлест;
- заделка близко расположенных друг к другу трещин осуществляется заплаткой. Технология аналогична указанной выше по ремонту пробоин.
Способы сварки чугуна
Варить чугун можно разными способами. При выборе метода, чтобы получить положительный результат, важно знать особенности его сварки. Основным критерием при выборе способа сварки является качество получаемого сварного шва.
Существуют два вида сварки чугуна:
Горячий вид сварки применяют на предприятиях, которые имеют возможность нагреть свариваемые изделия из чугуна до необходимой температуры. Этот вид сварки позволяет получать сварные швы высокого качества. Но, далеко не везде есть возможность осуществить такой нагрев, и применяется метод холодной сварки.
Горячая сварка чугуна инвертором
Достоинством горячей сварки является отсутствие риска образования трещин. В процессе сварки следует добиваться равномерного прогрева свариваемых деталей. Наличие большой разницы температур между основным металлом и швом чаще всего приводит к образованию трещин и появлению прочих дефектов.
Приступая к нагреву деталей, их следует надежно закрепить в жестком каркасе (кондукторе). Такая форма заневоливания позволит избавиться от напряжений, которые во время работы могут привести к образованию трещин. Жёсткий каркас можно не использовать в случае применения местного нагрева деталей. Нагрев заготовок, как правило, производят в индукционных нагревательных печах. При необходимости можно использовать следующее оборудование:
- горны;
- паяльные лампы;
- пламенные горелки и т. п.
При необходимости произвести сварку сквозных трещин или устранения дефектов, проявившихся на краях изделия, традиционно применяются графитовые формы. Такая технологическая оснастка позволяют предотвратить вытекание жидкого металла.
Сварка в графитовых формах кронштейна и шестерни.
Формы изготавливаются из графитовых пластинок. Для монтажа отдельных частей в функциональную конструкцию применяется формовочная смесь, состоящая из кварцевого песка и жидкого стекла. Для минимизации риска появления трещин, формы следует подогревать и, в дальнейшем, обеспечивать равномерное охлаждение
Холодная сварка чугуна инвертором
Если потребность в сварке чугуна возникает нечасто, и у вас нет специального нагревательного оборудования, то следует применять технологию холодной сварки. Она осуществляется сварочным инвертором и специальными электродами:
- ОЗЧ-2. Представляет собой медный стержень, покрытый особым составом;
- МНЧ-2. Стержнем является сплав, в состав которого входят:
- медь;
- железо;
- марганец;
- никель.
Технологичный и качественный сварной шов позволяют получить электроды МНЧ-2. Но у них высокая стоимость, да и найти их, зачастую, не так просто. Значительно дешевле электроды ОЗЧ-2, но качество шва будет несколько хуже.
Для холодной сварки чугуна часто, при использовании инвертора, применяются самодельные электроды. Изготавливаются они следующим образом: на электрод для сварки стали навивается медная или латунная проволока. Диаметр проволоки Ø 1,52 мм. Длина проволоки определяется по её массе: у проволоки она должна быть в 45 раз больше, чем у стержня. Этот метод проиллюстрирован видеороликом в конце статьи.
Режим холодной сварки чугуна инвертором
Сварка должна производиться в следующем режиме:
- короткая дуга;
- обратный сварочный ток;
- сварку производить с перерывами на остывание металла до температуры Т = +50°С;
- осуществлять сварку небольшими участками длиной 3050 мм и сразу проковывать.
Где окажут услугу
- Сайт: http://svarka-luxe.ru/;
- Адрес: Москва, 4-я Гражданская ул., дом № 33/1, стр. № 7;
Источник: https://kovka-svarka.net/2016/01/kak-varit-chugun-invertor/
Сварка чугуна электродом в домашних условиях инвертором: каким, как правильно
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой.
Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны.
Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
[ads-pc-3][ads-mob-3]
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.